We in the West take quite a lot for granted. We’re used to certain standards of care in our homes and our places of work, so much so that we rarely even take time to notice it. Workplace accidents are a big deal, and failing to report can lead to you finding yourself being shown the door. So it’s a little sobering to see how things get made in countries with a less stringent approach in certain areas of basic health and safety.
With the urge to drive prices to the lowest possible, low-tech items such as clothing and housewares tend not to be made in highly sophisticated, automated factories, but more likely in smaller facilities employing more labour, which favours countries where such labour is cheaper and more available. The video we’re highlighting here shows a small factory in what is likely Pakistan (but equally could be a few other places, we’re only guessing) which would seem fairly typical for the level of sophistication required to make enameled teapots.
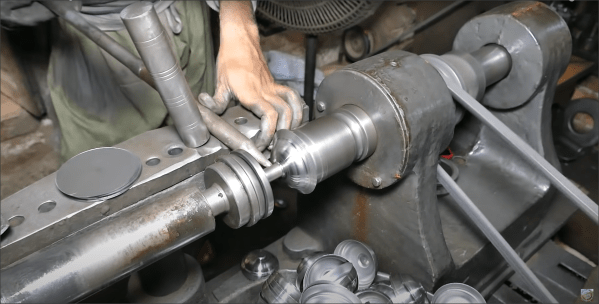
The video shows the production process, starting from sheet steel cut by hand with shears, which is trued before being stamped into a shallow dish. These first two machines are driven by exposed belts, which is particularly risky, given the style of free-flowing fabric clothes several of the workers wear. In the background you can see electrical wiring just slung around, hanging off nails. The whole building is the same, improvised machines with no protective features, managed by skilled manual workers dedicated to their allocated task, all working in perfect unison. It’s lovely to watch, but also saddening at the same time, as you know those guys are right in the middle of a thousand potential hazards, and only their skill and dexterity is stopping something bad happening. The machines themselves are heavily worn all over the place, but clearly hacked by someone there knows enough to just keep them ticking over. Just checkout the deep wear in the tool rest at [4:20] in the video!
There was a time when all major corporations maintained film production departments to crank out public relations pieces, and the electronic industry was no exception. Indeed, in the sea-change years of the mid-20th century, corporate propaganda like this look at Philco transistor manufacturing was more important than ever, as companies tried to pivot from vacuum tubes to solid-state components, and needed to build the consumer electronics markets that would power the next few decades of rapid growth.
The film below was produced in 1957, just a decade since the invention of the transistor and only a few years since Philco invented the surface-barrier transistor, the technology behind the components. It shows them being made in their “completely air-conditioned, modern plant” in Pennsylvania. The semiconductor was germanium, of course — the narrator only refers to “silly-con” transistors once near the end of the film — but the SBT process, with opposing jets of indium sulfate electrolyte being used to both etch the germanium chip and form the collector and emitter of the transistor, is a fascinating process, and these transistors were quite the advance back in the day. It’s interesting, too, to watch the casual nature of the manufacturing process — no clean rooms, no hair nets, and only a lab coat and “vacuum welcome mats” to keep things reasonably clean.
As in most such corporate productions, superlatives abound, so be prepared for quite a bit of hyperbole on the part of the Mid-Atlantic-accented narrator. And we noticed a bit of a whoopsie near the end, when he proudly intoned that Philco transistors would be aboard the “first Earth satellite.” They were used in the radio of Explorer 1, but the Russians had other ideas about who was going to be first.
And speaking of propaganda, don’t forget that at around this time, vacuum tube companies were fighting for their lives too. That’s where something like this designer’s guide to the evils of transistors came from.
We’ve all become used to designing a PCB and having it magically appear at our doorstep – after a fashion. Modern PCB fabs rely on economies of scale to deliver your design cheaply, at the expense of time – the time it takes to put enough orders onto a panel, and the time it takes to ship the finished boards from Far, Far Away.
Not everyone has that kind of time to burn, though. That’s where quick-turn fabs come in. These manufacturers specialize in getting boards to their customers as quickly as possible, helping them deal with sudden design changes or supporting specialty applications for customers.
It’s a niche industry, but an important one, and Royal Circuits is at the forefront. Mihir Shah is Director of Special Projects there, and he’s deep into the business of getting PCBs to customers as quickly as possible. He’ll drop by the Hack Chat to answer all your questions about how the quick-turn industry fits into the electronics manufacturing ecosystem, and to show off some of the tools of the future that they’re developing and investing in to streamline PCB design and analysis – from DebuggAR to PCBLayout.com, and more.
Click that speech bubble to the right, and you’ll be taken directly to the Hack Chat group on Hackaday.io. You don’t have to wait until Wednesday; join whenever you want and you can see what the community is talking about.
If the trends are anything to go on, after the success of Fitbit we are nearing a sort of fitness tracker singularity. Soon there will be more fitness trackers on wrists and ankles then there will be stars in the sky. We will have entire generations who will grow up not knowing what life is like without the ever-present hug of a heart monitor strapped across their chest. Until then though, we can learn a bit of design for manufacture from this excellent teardown of a watch shaped fitness tracker.
This tracker has a nice round e-paper screen, which could be a welcome part in a project if they start washing up on the shores of eBay. The rest of the watch is a basic Bluetooth low energy module and the accessory electronics wrapped in a squishy plastic casing.
There’s a lot of nice engineering inside the watch. As far as the electronics go, it’s very low power. On top of that is plenty of clever cost optimization; from a swath of test points to reduce quality issues in the hands of consumers to the clever stamped and formed battery tabs which touch the CR2032 that powers it.
The teardown covers more details: the switch, what may be hiding behind the epoxy globs, the plastics, and more. One thing that may be of interest to those that have been following Jenny’s excellent series is the BOM cost of the device. All in all a very educational read.
As many of the members of the Brian Benchoff hate/fan club know, the life of a Hackaday writer is nomadic and filled with exciting adventures. Jenny List is actually crime fighting cyborg (think Bond); it’s why she knows so much about electronics. James Hobson is Iron Man. The list goes on. There are lots of unnecessary details, but to summarize: Last month I was living in Washington State, this month I am in Paris, France. It’s really nice here, the buildings are beautiful, the cathedrals stunning, and the food significantly tastier.
However, as a contracting engineer with a project involving a deadline; I found myself in dire need of a significant amount of quick turn-around 3D printing during my working vacation to France. Through a lot of trial and tribulation, I eventually discovered that the most cost-effective way to get the prints done… was to just buy a cheap 3D printer and run it into the ground.
I was spoiled by my hackerspace in Louisville, KY. They had enough 3D printers to go around and the pricing was fixed at 10 cents a gram. For the amount of printing I needed, this would be a perfectly economical arrangement. So, I set out to find a hackerspace in Paris. Whereupon I reached my first and obvious problem; I speak very little French.
Most of the hackerspaces listed in Paris are, as far as I can tell, illegally squatting in a scary part of town, exclusive to a university, exclusive to a business, or closed down.
So, I googled a bit harder. Wow! Apparently a Techshop opened up in Paris. It’s about an hour away from where I live, but having toured a Techshop before, I knew they would have the nice version of the tool I need. So, one morning bright and early I got on the metro and headed over to get a tour of the place.
What I’ve discovered is this: If you need things like a water jet cutter, welding station, or a 50 grand CNC machine, Techshop is a really economical way to get access to and play with tools like that. However, if all you want is access to a laser cutter and a 3D printer, it will set you back five-hundred dollars and you’ll have to jump through some incredibly annoying hoops just to get access to them.
Only a small fee of 400 euros to used these bad boys.
See, most pieces of equipment at a Techshop need to be reserved. Only the 150 euro and 300 euro a month membership tiers can reserve equipment. The 150 tier can reserve something for two hours, the 300, four. If you’ve ever 3D printed you can immediately spot the problem with that. For small prints this could be workable, but if you have a lot of large prints four hours is just not enough. However, there is a work around. If you’re willing to take a metro ride late at night, arriving at the Techshop at 10:00pm, you can, of course, run a print overnight.
There were two more glitches in the Techshop plan. To be able to touch the printers required a two-hour course with a 100 euros fee. The filament also ran 65 euro per 500 g. My printing needs would easily cost me tens of hours in travel and had a starting fee of 400 euros to be workable.
The entrance to Usine.io is terrifying. It’s this massive pitch black hallway. I had no idea if I was in the right place until I got to the desk.
Now, I’m not saying Techshop isn’t absolutely wonderful when it comes to more advanced tools. It’s probably the only Hackerspace in the world where you’re entitled to expect that the CNC machine is in working order, properly trammed, and there are actually cutting bits for it. However, if all you need is a 3D printer, don’t bother.
Now, I asked around some more and found that there was a competing space in Paris called Usine.io. It had a flat fee of 180 euros a month and the training was free. I actually did end up getting a membership here for access to a CNC and basic tools, but for 3D printing it was a bust. They only had three printers serving a sizable membership base. This left the printers with a 48 hour line to get your print started and a maximum of 40 hours of printing a month. A die-hard user of 3D printing can easily use 40 hours in 3 days. Because I had to test many iterations for my project, my need the next month was easily triple that number.
However, the shop itself is really nicely outfitted.
The last avenue available to me aside from 3D printer ownership was contracting someone with a 3D printer to run my prints for me. However, after asking around I found the service to be quite expensive. Rent isn’t cheap in Paris after all. If I just needed a single small print it would be worth it, but if I needed lots of printing it would quickly add up to be more money than I had.
That left me with one option. Which, honestly, sounded absolutely insane for someone visiting a country for a few months. Buy a printer. It’s an indication of the state of 3D printing that the price has come down so far that buying a printer is more economical than having someone do it for you. Even a few years ago this was not possible. However, European Amazon Prime had a workable enough import printer to my doorstep faster than any commercially available service could even process my order. We’ve come a long way since the Darwin. That’s for sure.
[Aleksander Zawada] makes vacuum tubes in his home. One of the most challenging builds he has taken on is to produce a working Nixie tube. He describes the process in a PDF (Internet Archive, updated 2024), covering his success and failure. It seems the hardest part is to get the tube filled with the proper gas, at the proper pressure, and firmly seal it. In the end he managed to make a tube with three digits (0, 1, and 2) that worked for about 700 hours before burning out.
[Aleksander] joins [Jeri Ellsworth] on the short list of hackers who can pull off extreme industrial manufacturing at home. Kudos.
BatchPCB is a low-cost PCB manufacturing service run by retailer SparkFun in cooperation with Gold Phoenix. Using them, you can get your design prototyped for as little as $2.50 a sqin. We used the service in our “How-to: Prepare your Eagle designs for manufacture“. The service collects orders until they have enough to manufacture an entire panel. It may take time to get the boards back, but they’re high quality. BatchPCB just added a brand new feature: Now anyone can list their verfied design files on the ‘products‘ page for other hobbyists to order runs of. Yes, people could always upload free designs themselves, but this makes it much easier to order a board even if the designer has no plans of making a kit of it.