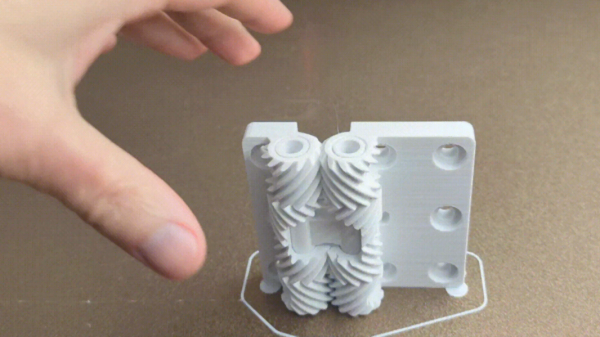
3D printers have come a long way from cranking out things like bottle openers and coat pegs, and [E. Soderberg]’s Print in Place Geared Hinge is a pretty nifty demonstration of that. This hinge is designed as a print-in-place part, meaning it is 3D printed as a single piece, requiring no assembly. Not only that, but the herringbone gears constrain the sturdy device in a way that helps it support heavy loads.
 Of course, hinges — even strong ones — are not particularly hard to find items. They’re available in a mind-boggling array of shapes and sizes. But what’s interesting about this design is that it shows what’s easily within the reach of just about any hobbyist nowadays. Not that long ago, designing and creating an object like this would not have been accessible to most home enthusiasts. Making it without a modern 3D printer would certainly have been a challenge in its own right.
Of course, hinges — even strong ones — are not particularly hard to find items. They’re available in a mind-boggling array of shapes and sizes. But what’s interesting about this design is that it shows what’s easily within the reach of just about any hobbyist nowadays. Not that long ago, designing and creating an object like this would not have been accessible to most home enthusiasts. Making it without a modern 3D printer would certainly have been a challenge in its own right.
It doesn’t always matter that a comparable (or superior) off-the-shelf part is available; an adequate part that can be created in one’s own workshop has a value all its own. Plus, it’s fun to design and make things, sometimes for their own sake. After all, things like 3D-printed custom switch assemblies would not exist if everyone were satisfied with the ability to just order some Cherry MX switches and call it a day.