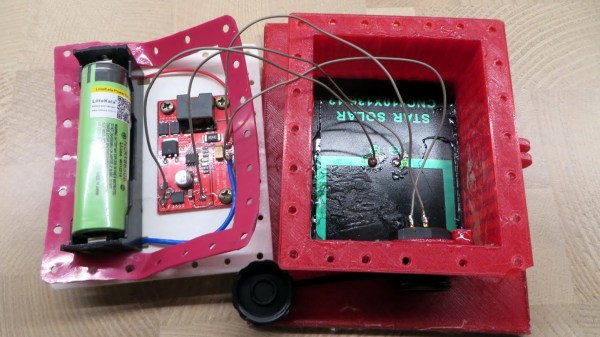
[Vadim Panov]’s 3D printed solar harvester is in effect a rechargeable outdoor battery, and the real challenge he faced when designing it was having it handle the outdoors reliably. The good news is that part is solved, and his newest design is now also flexible enough to handle a variety of common and economical components such as different battery connectors, charge controllers, and solar panel sizes. All that’s left is to set it up using the GoPro-style mounting clamp and let it soak up those solar rays.
We saw his first version earlier this year, which uses inventive and low-cost solutions for weatherproofing like coating the 3D print with epoxy (the new version makes this easier and less messy, by the way.) It was a fine design, but only worked with one specific solar panel size and one specific configuration of parts. His newest version makes a few mechanical improvements and accommodates a wide variety of different components and solar panel sizes. The CAD files are all available on the GitHub repository but he’s conveniently provided STL files for about a dozen common sizes.
When it comes to harvesting light, staying indoors offers less power but requires a far less rugged setup. If that interests you, be sure to check out the Tiny Solar Energy Module (TSEM) which can scrape up even indoor light.