Machine screws aren’t made for wood or sheet metal, they make specific screws for those applications. You probably also know there are special screws for plastic. But did you know there are at least two distinct types? In a recent video, [Lost in Tech] show us different types of plastic screws, including thermal camera shots of screws driving into 3D printed parts, along with tests using a torque driver.
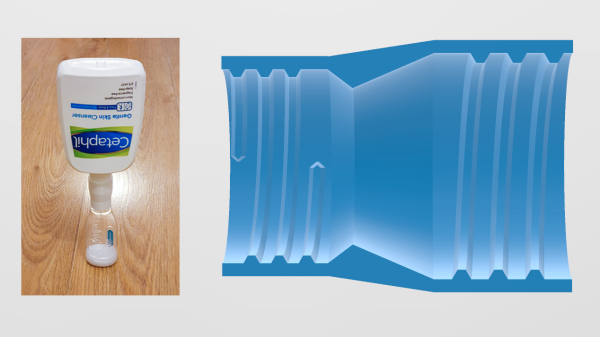
We have often used “any old” screw in printed parts, which usually works OK. We’ve also used threaded inserts or captive nuts, classic choices. One of the issues with screws or inserts is that you have to get accurately sized holes in your 3D prints.
In addition to learning about the types of screws and how best to accommodate them, he also developed a free web-based tool that does all the math for you.
Of course, there are cases when you do need a threaded insert. In particular, the plastic screws will tend to wear the plastic each time you insert them. If you expect the screw to go in and out many times, this might not be the right technique for you. On the other hand, if you think you might remove and replace the screws a few dozen times over the life of the part, this might be attractive.
We’ve covered self-tapping screws in plastic before, but, as the video shows, not all of them are created equal. And, of course, there are always heat-set inserts.