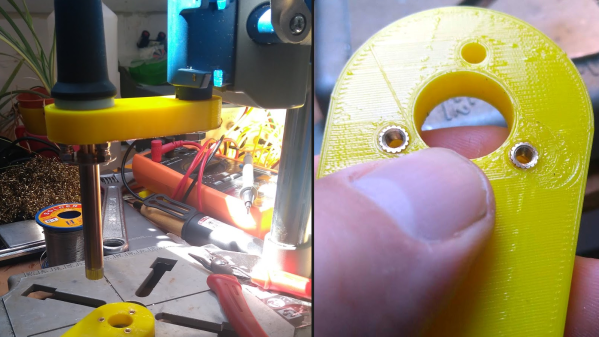
Sometimes, when making a 3D printed object, plastic just isn’t enough. Probably the most common addition to our prints is the ubiquitous brass threaded inset, which has proven its worth time and again over the years in providing a secure screw attachment point with less hassle than a captive nut. Of course to insert these bits of machined brass, you need to press them in, and unless you’ve got a very good hand with a soldering iron it’s usually a good idea to use a press of some sort. [TimNummy] shows us that, ironically enough, making such a press is perfectly doable using only printed parts. Well, save for the soldering iron, of course.
He calls it the Superserter. Not only is it 100% printed plastic, but the entire design fits on a single 256 mm by 256 mm bed. In his case it was done on the Bambulab X1C, but it’s a common enough print bed size and can be printed without any supports. It’s even sized to fit the popular Gridfinity standard for a neat and tidy desk and handy bin placement for the inserts.
[TimNummy] clearly spent some time thinking about design for 3D printed manufacturing in order to create an assembly that does not need linear rails, sliders, or bearings as other press projects often do. The ironic thing is that if that same amount of effort went into other designs, it might eliminate the need for threaded inserts entirely.
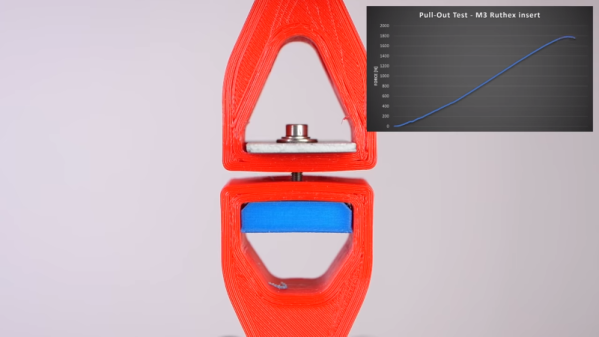
If you haven’t delved into the world of threaded inserts, we put up a how-to-guide a few years ago. If you’re wondering if you can get away with just printing threads, the answer is “maybe”– we highlighted a video comparing printed threads with different inserts a while back to get you started thinking about the design limitations there.


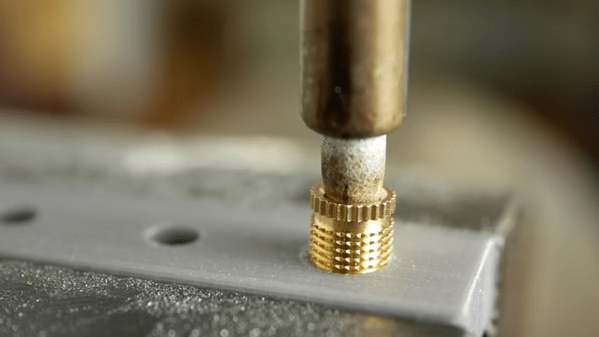
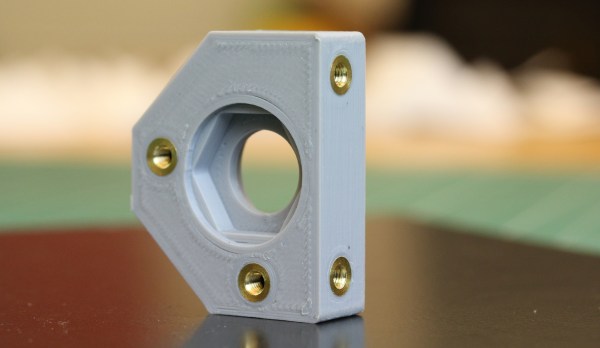
 Like many of us, [Sean] has embraced the use of heat-set threaded inserts to beef up the mechanical connections on his 3D-printed parts. [Sean] dedicated a soldering iron to the task, equipping it with a tip especially for the job. But it was the flavor of iron proverbially known as a “fire stick” and he found that this iron was too hot for PLA prints. As the new owner of a lathe, he was able to make quick work of the job using a piece of brass rod stock. Luckily, Hakko tips just slip on the heating element, so no threading operations were needed. [Sean] made insert tips for multiple sized inserts, and the results speak for themselves.
Like many of us, [Sean] has embraced the use of heat-set threaded inserts to beef up the mechanical connections on his 3D-printed parts. [Sean] dedicated a soldering iron to the task, equipping it with a tip especially for the job. But it was the flavor of iron proverbially known as a “fire stick” and he found that this iron was too hot for PLA prints. As the new owner of a lathe, he was able to make quick work of the job using a piece of brass rod stock. Luckily, Hakko tips just slip on the heating element, so no threading operations were needed. [Sean] made insert tips for multiple sized inserts, and the results speak for themselves.