From laser cutters to 3D printers, having an exhaust duct at the back of a machine is a very common sight. However, these tend to be rather bulky, claiming many centimeters of precious space behind a machine even if you’d want to push it right up against a wall. This issue annoyed [TheNeedleStacker] over on YouTube so much that he had a poke at solving this problem with angled exhaust ducts, all hopefully without impairing its basic function.
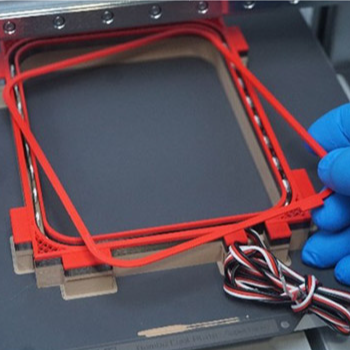
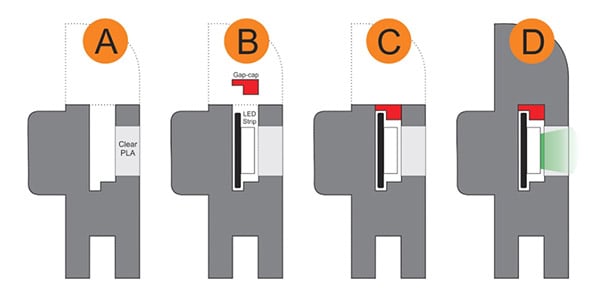
Although there are some online offerings for angled exhaust port extenders, these do not quite fit the required 6″ diameter. Reducing the problem to just a matter of cross section area for simplicity’s sake, that means a 19″ wide duct at a depth of 1.5″. Making sure the transition from the tube to the flat duct doesn’t become an impediment is the tricky part, so the approach here was to mostly ignore it and just make a functional prototype to get an idea of how a direct approach worked.
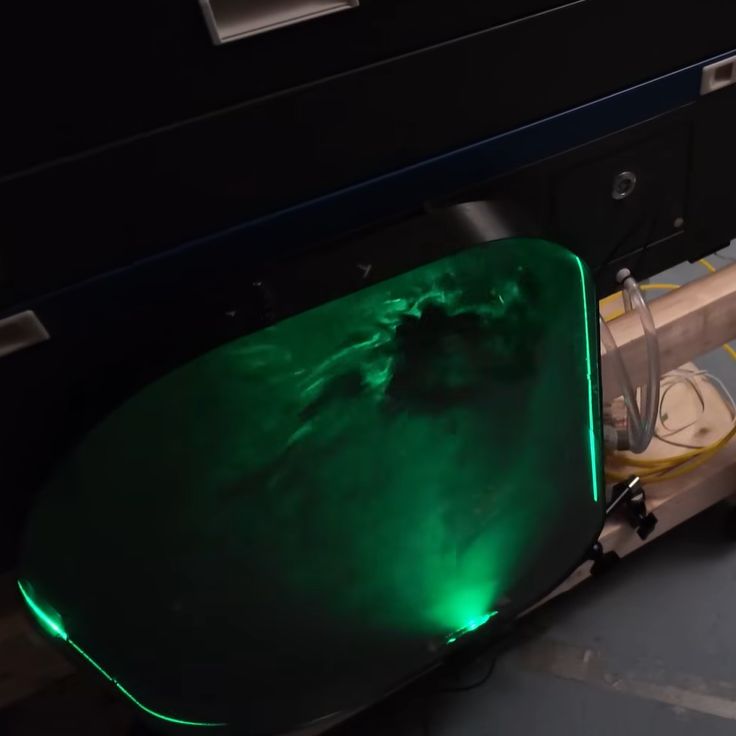
Installing the contraption worked out fine, and subsequent testing showed that although it seems to slightly reduce the effective airflow compared to the flex tubing, it is absolutely rad to look at with the transparent cover and some laser light to illuminate all that’s happening inside.
While some optimization work on the duct transitions can undoubtedly eke out more performance, it’s certainly not bad for a quick project.
Continue reading “Flattening The Exhaust Of A Laser Cutter To Save Space”