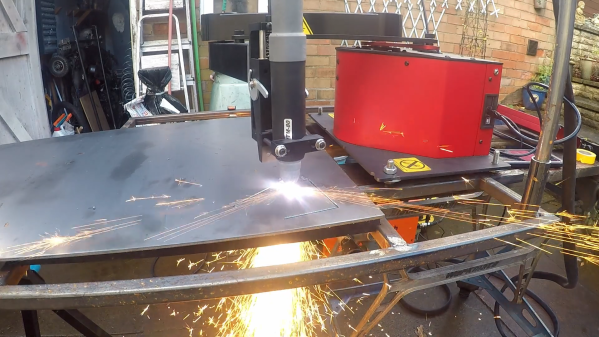
Workholding is generally not a problem on a big CNC plasma cutter.; gravity does a pretty good job of keeping heavy sheet steel in place on the bed. But what if your CNC table isn’t a table? The answer: magnets — lots of magnets.
The backstory on this is a bit involved, but the condensed version is that [Lucas] needed a CNC plasma cutter big enough to cut full-sized sheets of steel, but lacked the floor space in his shop for such a beast. His solution was to build a custom CNC machine that stands more or less vertically, allowing him to cut full sheets in a mere fraction of the floor space. It’s a fantastic idea, one that he put a lot of effort into, but it’s not without its problems. Chief among them is the tendency for the sheet metal to buckle and bulge during cutting since gravity isn’t working for him, along with the pesky problem of offcuts slipping away.
To help hold things in place, [Lucas] decided to magnetize the bed of his cutter. That required winding a bunch of magnets, which is covered in the video below. Mass production of magnets turns out not to be as easy as you’d think. Also unexpected was the need to turn off magnets when the cutting torch is nearby, lest the magnetic field bork the cutting plasma. [Lucas] grabbed some code from the LinuxCNC forum that streams the gantry coordinates over serial and used an Arduino to parse those messages. When the torch is getting close to one of the magnets, a relay board cuts power to just that magnet. You can see it in action in the video below; at around the 18:15 mark, you can see the sheet bulging up a bit when the torch comes by, and sucking back down when it moves on.
The amount of work [Lucas] put into this project is impressive, and the results are fantastic. This isn’t the first time he’s relied on the power of magnets to deal with sheet steel, and it probably won’t be the last.
Continue reading “Electromagnets Make Vertical CNC Cutter A Little Stickier”