Occasionally, we get a tip for a project that is so compelling that we just have to write it up despite lacking details on how and why it was built. Alternatively, there are other projects where the finished product is cool, but the tooling or methods used to get there are the real treat. “Homeokinesis,” a kinetic art installation by [Ricardo Weissenberg], ticks off both those boxes in a big way.
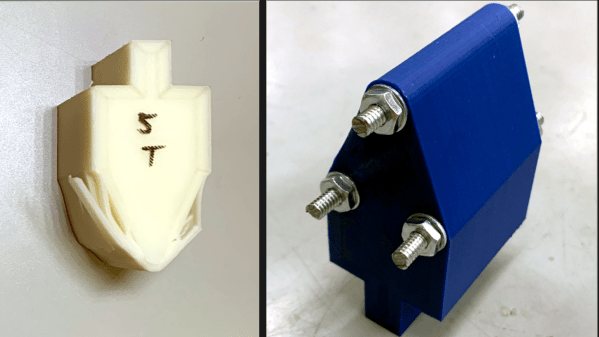
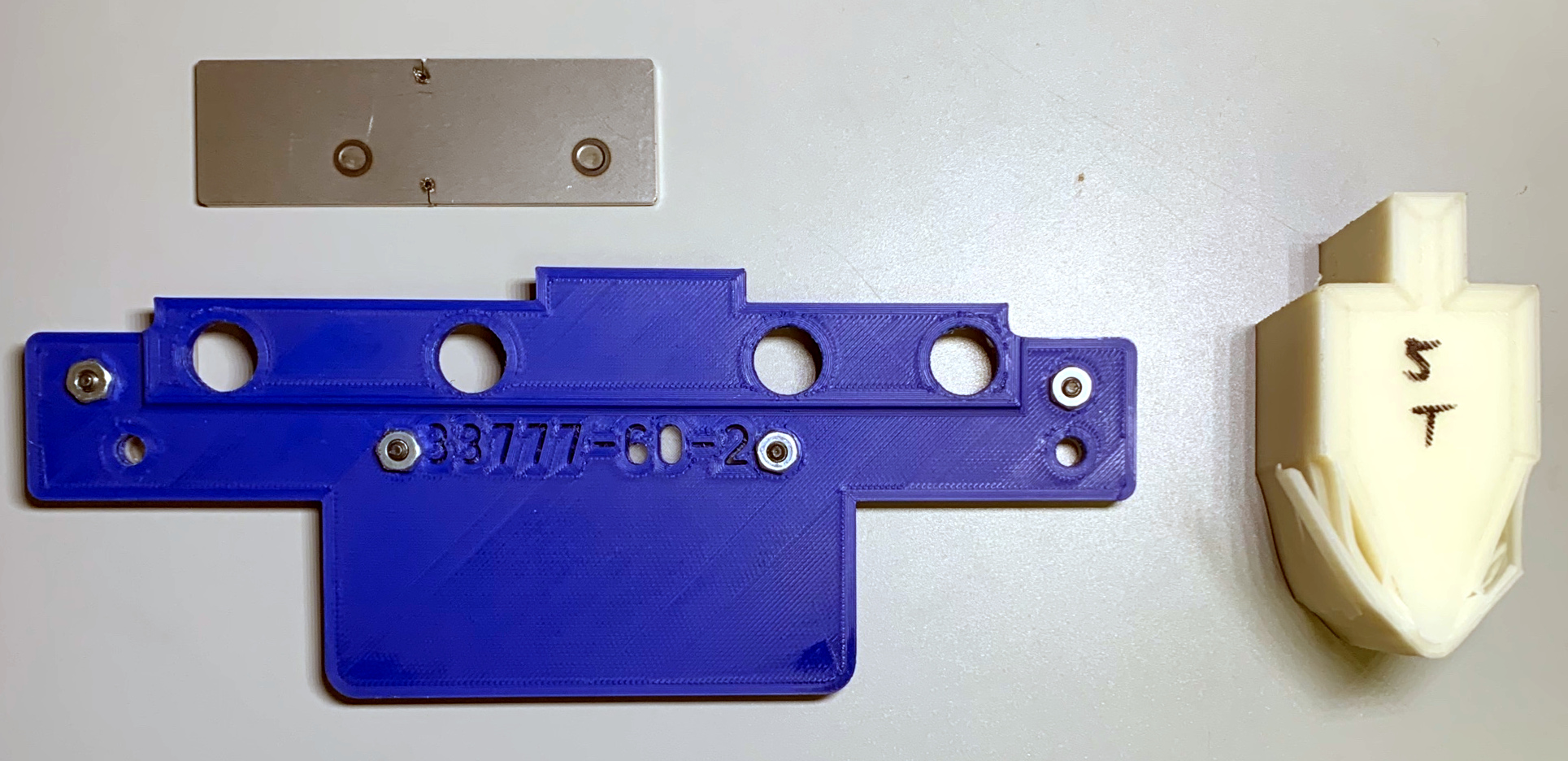
First, the project itself. Judging by the brief video clip in the reddit post below, Homeokinesis is a wall-mounted array of electromagnetically actuated cards. The cards are hinged so that solenoids behind them flip the card out a bit, making interesting patterns of shadow and light, along with a subtle and pleasing clicking sound. The mechanism appears to be largely custom-made, with ample use of 3D printed parts to make the frame and the armatures for each unit of the panel.
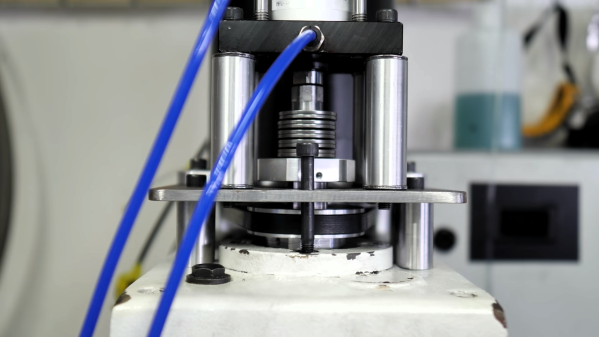
Now for the fun part. Rather than relying on commercial solenoids, [Ricardo] decided to roll his own, and built a really cool CNC machine to do it. The machine has a spindle that can hold at least eleven coil forms, which appear to be 3D printed. Blank coil forms have a pair of DuPont-style terminal pins pressed into them before mounting on the spindle, a job facilitated by another custom tool that we’d love more details on. Once the spindle is loaded up with forms, magnet wire feeds through a small mandrel mounted on a motorized carriage and wraps around one terminal pin by a combination of carriage and spindle movements. The spindle then neatly wraps the wire on the form before making the connection to the other terminal and moving on to the next form.
The coil winder is brilliant to watch in action — however briefly — in the video below. We’ve reached out to [Ricardo] for more information, which we’ll be sure to pass along. For now, there are a lot of great ideas here, both on the fabrication side and with the art piece itself, and we tip our hats to [Ricardo] for sharing this.
Continue reading “Cool Kinetic Sculpture Has Tooling Secrets To Share”