Recore 3D printer board developer [Elias Bakken] has posted about the automatic test procedure he developed using a stack-up of four (at least) pieces of vintage HP test equipment. In addition, his test jig and test philosophy is quite interesting.
 Besides making a bed-of-nails test jig, he also designed a relay multiplexing board to that selects one of the 23 different voltages for measurement. We like his selection of mechanically latching relays in this application — not only does it save power, but it doesn’t subject the test board to any magnetic fields (except when switching state).
Besides making a bed-of-nails test jig, he also designed a relay multiplexing board to that selects one of the 23 different voltages for measurement. We like his selection of mechanically latching relays in this application — not only does it save power, but it doesn’t subject the test board to any magnetic fields (except when switching state).
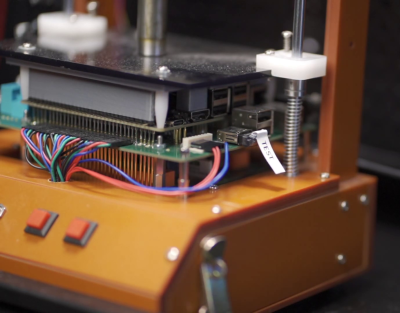
In [Elias]’s setup, the unit under test (UUT) actually orchestrates the testing process itself. This isn’t as crazy as it might sound. The processor is highly integrated in one package plus external DRAM. If the CPUs boot up at all, and pass simple self-test routines, there’s no reason not to utilize the on-board processor as the main test control computer. This might be a questionable decision if your processor was really small with constrained resources and connectivity. But in the case of Recore, the processor is a four-core ARM A53 SoC running Debian Linux — an arrangement that itself could well serve as an automated test computer in other projects.
In the video down below, [Elias] walks us through the basic tests, and then focuses on the heart of the Recore board tests: calibrating the input signal conditioning circuits. Instead of using very expensive precision resistors, [Elias] selected more economical 1% resistors to use in the preamp circuitry. The tradeoff here is the need to calibrate each channel, perhaps at multiple temperature points. This is a situation where using a test jig, automated test scripts, and and stack of programmable test equipment really shines.
[Elias] is still pondering some issues he found trying to calibrate thermocouples, so his adventure is not quite over yet. If you are wondering what Recore is, check out this article from back in June. Have you ever used the microprocessor on a circuit board to test itself, either standalone or in conjunction with an external jig? Let us know in the comments below.
Continue reading “Vintage Test Equipment Addiction Justified” →