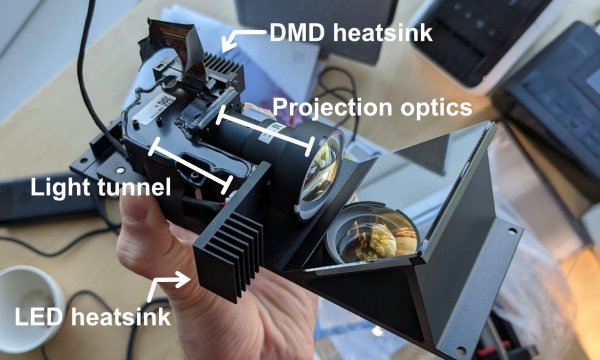
Inspired by the idea of creating a maskless lithography system using a digital micromirror device (DMD), [Nemo Andrea] tore into an Anycubic Photon Ultra, DLP & resin-based 3D printer to take a look at its projector system. Here Anycubic isn’t the maker of what is called the ‘optical engine’, which would be eViewTek’s D2 projector and its siblings. This projector assembly itself is based around the Ti DLP300s, which we covered a while back when it was brand new. Since that time Anycubic has released the Photon Ultra and Photon D2 3D printers based around these optical engines.
 Using DMD for lithography isn’t a new thing, as [Nemo] points out, referencing the μMLA system by Heidelberg Systems. What would be new is using a freely available and rather affordable DMD (even if it requires sacrificing a 3D printer) to obtain its optical engine in order to create an open and more affordable lithography platform than commercial ‘contact us for a quote’ option.
Using DMD for lithography isn’t a new thing, as [Nemo] points out, referencing the μMLA system by Heidelberg Systems. What would be new is using a freely available and rather affordable DMD (even if it requires sacrificing a 3D printer) to obtain its optical engine in order to create an open and more affordable lithography platform than commercial ‘contact us for a quote’ option.
No doubt it’s a challenging project, but perhaps the nice side effect of having affordable DLP 3D printers out and about is that their DMDs are now also significantly more accessible than they were previously. We wish [Nemo] all the best in this endeavor, as a maskless lithography machine would be just that addition to any hobbyist’s toolset that we are no doubt waiting for.
(Thanks to Jerry for the tip)