3D printing metal has been somewhat of a holy grail for the last decade in the hobby 3DP scene. We’ve seen a number of solutions, including using expensive filaments that incorporate metal into the usual plastic. In parallel, we’ve seen ceramic printers, and paste printers in general, coming into their own. What if you combined the two?
You’d get [Leah Buechly] et al’s CeraMetal process, which is the cheapest and most straightforward metal printing method we’ve seen to date. It all starts off with a custom bronze metal clay, made up of 100 g bronze powder, 0.17 g methyl cellulose, 0.33 g xanthan gum, and 9 g water. The water is fine-tuned to get the right consistency, and then it’s extruded and sintered.
The printer in question is an off-the-shelf ceramic printer that appears to use a pressurized clay feed into an auger, and prints on a linen bed. [Leah] had to write a custom slicer firmware that essentially runs in vase mode but incorporates infill as well, because the stop-start of normal slicers wreaked havoc with clay printing.
 The part is then buried in activated carbon for support, and fired in a kiln. The result is a 3D printed bronze part on the cheap; the material cost is essentially just the cost of the metal powder and your effort.
The part is then buried in activated carbon for support, and fired in a kiln. The result is a 3D printed bronze part on the cheap; the material cost is essentially just the cost of the metal powder and your effort.
We had never heard of metal clay before, but apparently jewelers have been using it for metals other than just bronze. The Metal Clay Academy, from the references section of the paper, is an amazing resource if you want to recreate this at home.
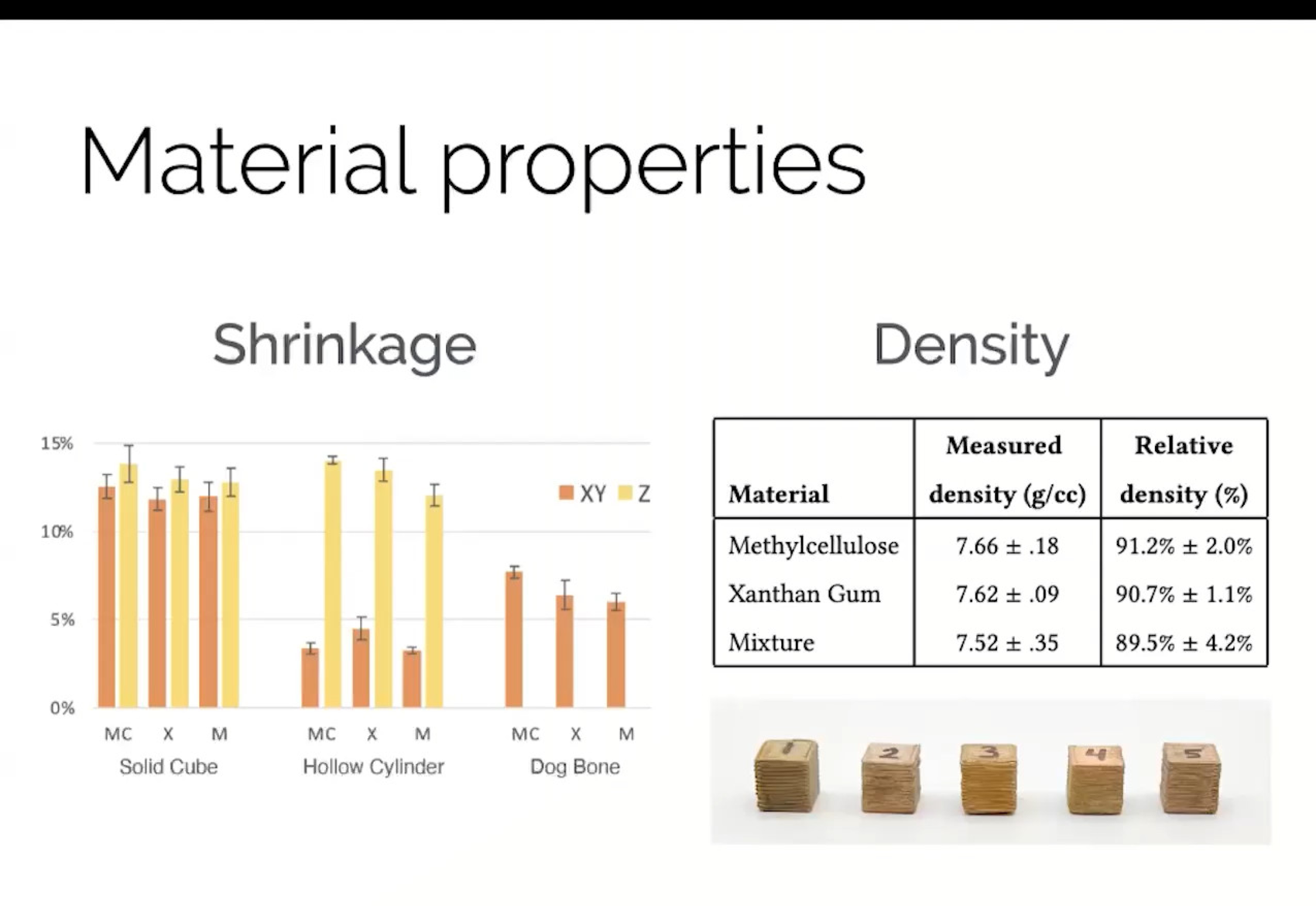
Paste printers are sounding more and more interesting. Obvious applications include printing chocolate and printing pancakes, but now that we’re talking metal parts with reasonably consistent shrinkage, they’ve got our attention.