Chilling in the pool is great, but what a drag to have to get out to grab a cold brew. [Alister] had his eye on a commercial drink float, but the company was out of business. But 3D printing, of course, comes to the rescue in this video, also embedded below.
The payload amounts to four bottles and some snacks. Brushless thrusters allow the bartender to steer the little robot around the pool to deliver libations.
Since the very beginning, the prevailing wisdom regarding consumer desktop 3D printers was that they were excellent tools for producing prototypes or one-off creations, but anything more than that was simply asking too much. After all, they were too slow, expensive, and finicky to be useful in a production setting. Once you needed more than a few copies of a plastic part, you were better off biting the bullet and moving over to injection molding.
But of course, things have changed a lot since then. Who could have imagined that one day you’d be able to buy five 3D printers for the cost of the crappiest Harbor Freight mini lathe? Modern 3D printers aren’t just cheaper either, they’re also more reliable and produce higher quality parts. Plus with software like OctoPrint, managing them is a breeze. Today, setting up a small print farm and affordably producing parts in mass quantities is well within the means of the average hobbyist.
Flickering LEDs provide a sense of motion
So perhaps I shouldn’t have been so surprised when I started seeing listings for these 3D printed rocket lamps popping up on eBay. Available from various sellers at a wide array of price points depending on how long you’re willing to wait for shipping, the lamps come in several shapes and sizes, and usually feature either the Space Shuttle or mighty Saturn V perched atop a “exhaust plume” of white PLA plastic. With a few orange LEDs blinking away on the inside, the lamp promises to produce an impressive flame effect that will delight space enthusiasts both young and old.
As a space enthusiast that fits somewhere in between those extremes, I decided it was worth risking $30 USD to see what one of these things looked like in real life. After waiting a month, a crushed up box arrived at my door which I was positive would contain a tiny mangled version of the majestic lamp I was promised — like the sad excuse for a hamburger that McBurgerLand actually gives you compared to what they advertise on TV.
But in person, it really does look fantastic. Using internally lit 3D printed structures to simulate smoke and flame is something we’ve seen done in the DIY scene, but pulling it off in a comparatively cheap production piece is impressive enough that I thought it deserved a closer look.
Now it’s always been my opinion that the best way to see how something was built is to take it apart, so I’ll admit that the following deviates a bit from the rest of the teardowns in this series. There’s no great mystery around flickering a couple LEDs among Hackaday readers, so we already know the electronics will be simplistic in the extreme. This time around the interesting part isn’t what’s on the inside, but how the object itself was produced in the first place.
[Integza] was reading about a World War II-era rocket plane created near the end of the war by the Germans. The Heinkel He-176 wasn’t very practical, but he was intrigued when he read the rocket was cold and combustionless. He did a little research and found the engine was a monopropellent engine using hydrogen peroxide. This led to some interesting experiments and a 3D printed rocket engine, as you can see in the video below.
Usually, liquid-fueled rocket engines have a fuel and an oxidizer that mix and are either ignited or, in a hypergolic rocket, spontaneously combust on contact. With a monopropellent, the thrust comes from a chemical reaction between the propellant — hydrogen peroxide, in this case, and a catalyst.
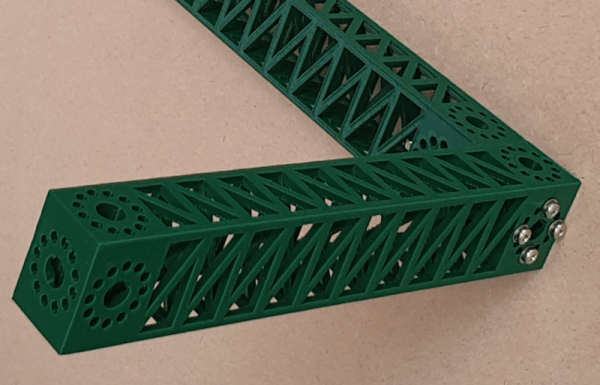
Need a steel beam? You can 3D print PLA beams that are as strong as a steel beam of equivalent weight according to [RepRap]. The Python code for FreeCAD generates a repeating structure especially well suited for belt printers that can print a beam of any length. Keep in mind, of course, given two things that weigh the same, if one is made of steel and the other PLA, the steel one will be physically smaller.
The beams are repeating tetrahedrons which are quite strong with a lot of material on the outer faces to resist bending. Each beam end has a neat block with a wiring hole and a ring of small holes that allow you to mount the beams to things or each other with 30 degree increments of rotation.
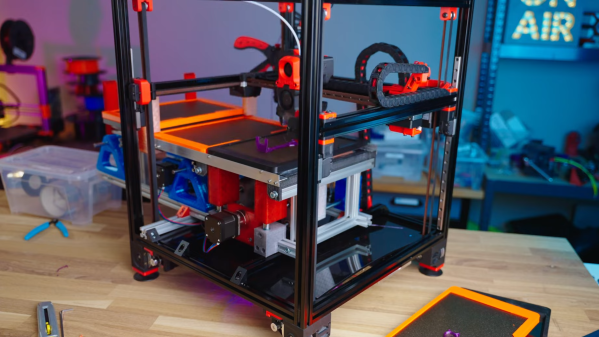
FDM 3D printing has gone beyond prototyping and is being used as a production tool by many companies. However, conventional printers still require an operation to pop the finished part of the bed and start a new print. [Thomas Sandladerer] wanted a way to swap beds without human intervention, so he built an automatic print surface changing system.
The most obvious solution to this problem may appear to be belt printers like the Creality CR-30, but these come with some trade-offs. Bed adhesion can be a problem, and the lack of a rigid print surface causes some parts to come out warped. [Thomas] wanted to be able to use PEI-coated steel beds to avoid these issues. His solution is a system that pulls beds from a “magazine” and pushed out the old bed after a part is finished. It still uses a magnetic heatbed, which lowers out of the way before changing print surfaces. Each print surface is fitted inside a 3D printed frame which rests on the tool changer frame and keeps it in place as the heatbed drops down. The bed frames are printed using ASA, can handle 90 C without problems. The pusher mechanism and the heatbed lowering system are driven by stepper motors which connect to the spare motor outputs on the printer’s control board. The printer in question is a Voron 2.4, which is perfect for this application thanks to its high print speed.
This tool-changing system is only the first prototype, but it still worked very well. [Thomas] plans to make key improvements like a larger print bed and reduced height. This system might be a good fit for small and large print farms. We’ve seen another bed-clearing system that doesn’t require extra build surfaces, but instead scrapes off the completed part.
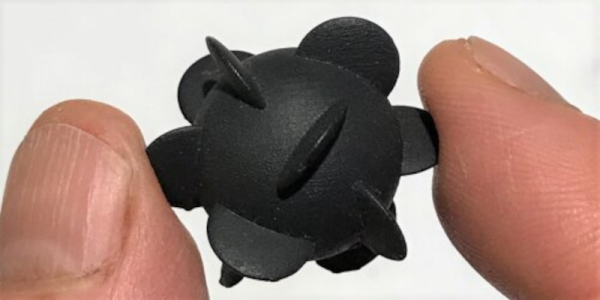
If you think 3D printing is only good for benchies, key chains, and printer parts, you might enjoy the paper by two physicists from Wesleyan University and the University of Gothenburg. Lord Kelvin — also known as William Thomson — hypothesized a shape known as an isotropic helicoid. As its name implies, the shape would look the same from any angle. Kelvin predicted that such a shape would spin as it sank in a liquid. Turns out, 3D printing proves it wrong. (The actual paywalled paper is available.)
It might seem strange that scientists are only now getting around to disproving a 150-year old hypothesis. However, the paper’s authors think Kelvin may have built the structures — he provided precise instructions — and simply dropped it when it proved incorrect.
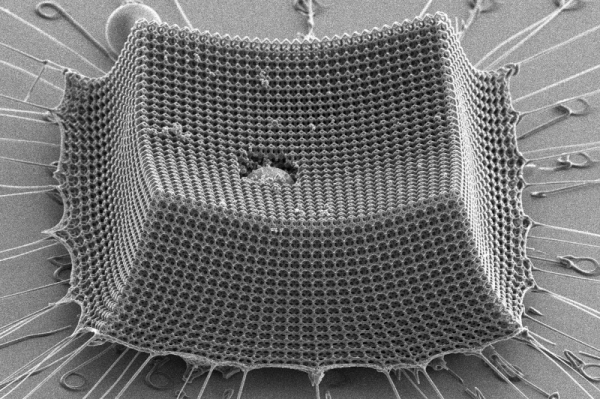
Prior to 1970, bulletproof vests were pretty iffy, with a history extending as far as the 1500s when there were attempts to make metal armor that was bulletproof. By the 20th century there was ballistic nylon, but it took kevlar to produce garments with real protection against projectile impact. Now a 3D printed nanomaterial might replace kevlar.
A group of scientists have published a paper that interconnected tetrakaidecahedrons made up of carbon struts that are arranged via two-photon lithography.
We know that tetrakaidecahedrons sound like a modern invention, but, in fact, they were proposed by Lord Kelvin in the 19th century as a shape that would allow things to be packed together with minimum surface area. Sometimes known as a Kelvin cell, the shape is used to model foam, among other things.
The 3D printing, in this case, is a form of lithography using precise lasers, so you probably won’t be making any of this on your Ender 3. However, the shape might have some other uses when applied to conventional 3D printing methods.