If you’ve wanted to get in on the “fuzzy skin” action with 3D printing but held off because you didn’t want to fiddle with slicer post-processing, you need to check out the paint-on fuzzy skin generator detailed in the video below.
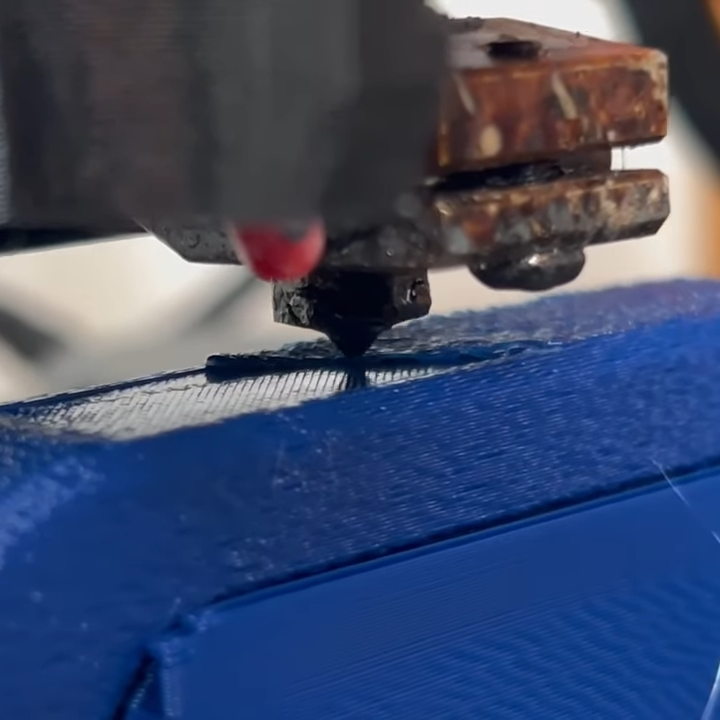
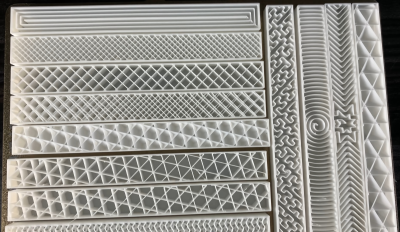
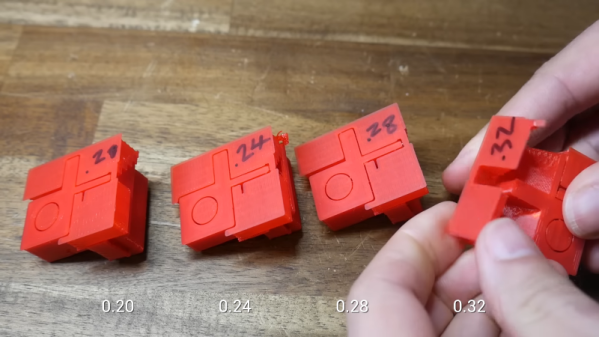
For those who haven’t had the pleasure, fuzzy skin is a texture that can be applied to the outer layers of a 3D print to add a little visual interest and make layer lines a little less obvious. Most slicers have it as an option, but limit the wiggling action of the print head needed to achieve it to the XY plane. Recently, [TenTech] released post-processing scripts for three popular slicers that enable non-planar fuzzy skin by wiggling the print head in the Z-axis, allowing you to texture upward-facing surfaces.
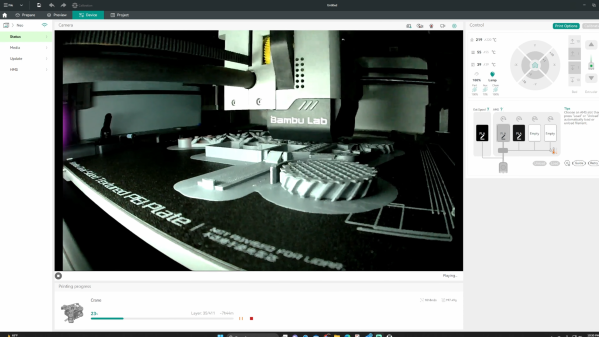
The first half of the video below goes through [TenTech]’s updates to that work that resulted in a single script that can be used with any of the slicers. That’s a pretty neat trick by itself, but not content to rest on his laurels, he decided to make applying a fuzzy skin texture to any aspect of a print easier through a WYSIWYG tool. All you have to do is open the slicer’s multi-material view and paint the areas of the print you want fuzzed. The demo print in the video is a hand grip with fuzzy skin applied to the surfaces that the fingers and palm will touch, along with a little bit on the top for good measure. The print looks fantastic with the texture, and we can see all sorts of possibilities for something like this.
Continue reading “Non-Planar Fuzzy Skin Textures Improved, Plus A Paint-On Interface”