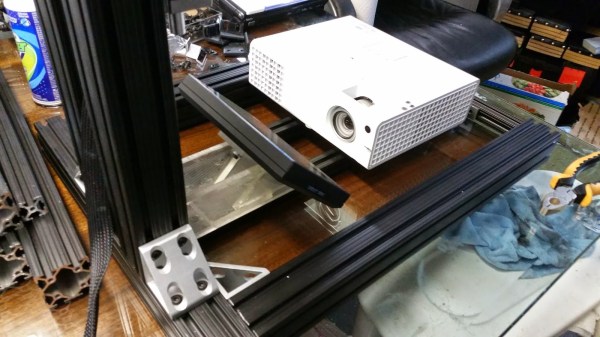
We suppose [Dan Beaven] got up one day and said, “I’ll make my own resin 3D printer, with resin management and an advanced separation mechanism!” It’s a build log that shows just how possible it is to roll your own resin printer.
Prints on a dime!
The machine isn’t finished yet, but the example prints coming off it are already very impressive. [Dan] stopped the print midway to get this photo of the detail on the stairs in the standard rook torture test.
[Dan] wants a lot of features from his machine that some of the more polished commercial printers are only now offering. One really nice one is the sliding and twist separation instead of tilt. This will allow for cleaner separation between layers during a print, a lower failure rate, and also faster print times.
He also added resin management with a peristaltic pump. This reduces the size of the build vat, and less resin will be exposed to the elements and wasted. It also means that the printer can run unattended. In the resin handling area of the printer he’s also added a carbon air filter. This lets him run higher performing resins without gassing him out of house and home with fumes.
We like how [Dan] just runs right ahead and puts the printer together. He even points out kludges on the machine that are holding it together long enough for him to print a more functional part for the 3D printer– on the 3D printer. We look forward to the next installment.
The Peachy Printer, originally a crowdfunding campaign for a $100 stereolithography 3D printer, is now dead in the water.[Rylan Grayston], the creator of the Peachy Printer, announced that [David Boe] — investor, 50% owner of Peachy Printer, and business partner — had stolen over $300,000 in Kickstarter campaign funds. According to [Rylan], this money was used to build a house.
An example print from the Peachy Printer Kickstarter campaign
When the Peachy Printer was announced on Kickstarter, it was, by any measure, a game changing product. Unlike other stereolithographic printers like the Form 1 and DLP projector kit printers, the Peachy was cheap. It was also absurdly clever. Instead of using a stepper motor to raise a print out of a vat of resin, the Peachy Printer floated the resin on a vat of salt water. By slowly dripping salt water into this vat, the level of the resin rose up, allowing the galvanometers and laser diode to print the next layer of a 3D object. In our first coverage of the Peachy Printer, everyone was agog at how simple this printer was. It wasn’t a high-resolution printer, but it was a 3D resin printer that only cost $100. Even today, nearly three years after the launch of the Kickstarter campaign, there’s nothing like it on the market.
For the last two years, [Rylan] appeared to have the Peachy Printer in a pseudo-stealth mode. Whispers of the Peachy Printer circled around 3D printer forums, with very little information coming from [Rylan]. For the last year, the Peachy Printer appeared to be just another failed crowdfunded 3D printer. Either [Rylan] didn’t have the engineering chops to take a novel device to market, there were problems with suppliers, or [Rylan] just couldn’t get the product out the door.
In the update published to the Kickstarter campaign, the reason for the failure of Peachy Printer to deliver becomes apparent. The Kickstarter campaign was set up to deliver the funds received – $587,435.73 – directly into [David Boe]’s account. Thirty days after the funds were received, [David] had spent over $165,000. In just over three months, all the Kickstarter funds, save for $200,000 transferred into the Peachy Printer corporate account, were spent by [David].
With no funds to complete the development of the Peachy Printer, [Rylan] looked into alternative means of keeping the company afloat until Kickstarter rewards had shipped. Peachy Printer received two government grants totalling $90,000 and $135,000. In March of 2015, one of [Rylan]’s family members loaned $50,000 to Peachy Printer. A plan to finance the delivery of Kickstarter rewards with new sales – a plan that is usually looked down upon by Kickstarter backers – was impossible, as cost and time required of certifying the laser in the Peachy Printer would have put the company in the red.
Right now, [Rylan] and the Peachy Printer are pursuing repayment from [David Boe], on the basis that Kickstarter reward money is still tied up in the construction of a house. Once the house is complete, the bank will disburse funds from the construction mortgage, and funds can then be transferred from [David] to Peachy Printer.
In all, the Peachy Printer is a mess, and has been since the Kickstarter funds were disbursed to [David]. There is – potentially – a way out of this situation that gets Peachy Printers into the hands of all the Kickstarter backers if the mortgage construction funds come through and production resumes, but that’s a lot of ‘ifs’. Failed Kickstarter projects for 3D printers are nothing new, but [Rylan]’s experience with the Peachy Printer is by far the most well-documented failure of a crowdfunding project we’ve ever seen.
Mini Sumo seems like one of those hobbies that starts out innocently enough, and ends up with a special room in the house dedicated to it. One day you’re excitedly opening up your first Basic Stamp kit, and the next you’re milling out mini molds on a mini lathe to make mini extra sticky tires.
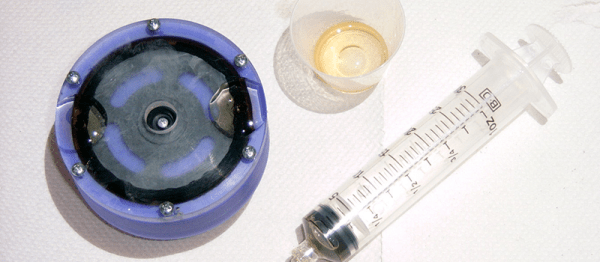
[Dave] started out trying to find a part from the local big box store that was just a little bigger than the wheel he wanted to rubberize. He set the wheel inside a plumbing cap and poured the urethane in. It worked, but it required a lot of time with a sharp knife to carve away the excess rubber.
In the meantime he acquired a Sherline Mini Mill and Lathe. With the new tools available to him, he made a new mold out of a bit of purple UHMW and some acrylic. This one produced much nicer results. Using a syringe he squeezed resin into the mold through a hole in the acrylic. Much less cleanup was needed.
He later applied these methods to smaller, wider wheels as his mini sumo addiction took a stronger hold on his life.
For some reason the US News media decided on the AR-15 as the poster child of guns that should not be allowed to be made for, or sold to, the consumer. The words still out on the regulation, but, in a very American response, a whole market sprang up around people saying, “Well, then we’ll just make our own AR-15.”
Ordinarily, we wouldn’t cover this sort of thing, but the work [AR-15Mold] is doing is just so dang interesting. They sell a product that enables the home user to cast an AR-15 receiver out of high performance resin. In the process they made a really informative three part video on the casting process.
A lot of people are interested in the product, and having fun with it. In this two part video series, [Liberty Marksman] cast their receivers and test them to destruction. In one video they see how many rounds they can fire out of the gun before it breaks. When it breaks, they excitedly tear down the gun to see where it failed.
It’s quite a bit of fun to watch. Videos after the break.
Only a few days ago, a significant proportion of the Hackaday crew was leaving Goshen, Indiana after the fourth annual Midwest RepRap Festival. We go to a lot of events every year, and even when you include DEF CON, security conferences, ham swap meets, and Maker Faires, MRRF is still one of the best. The event itself is an odd mix of people rallying under a banner of open source hardware and dorks dorking around with 3D printer. It’s very casual, but you’re guaranteed to learn something from the hundreds of attendees.
Hundreds of people made the trek out to Goshen this year, and a lot of them brought a 3D printer. Most of these printers aren’t the kind you can buy at a Home Depot or from Amazon. These are customized machines that push the envelope of what consumer 3D printing technology. If you want to know what 3D printing will be like in two or three years, you only need to come to MRRF. It’s an incubator of great ideas, and a peek at what the future of 3D printing holds.
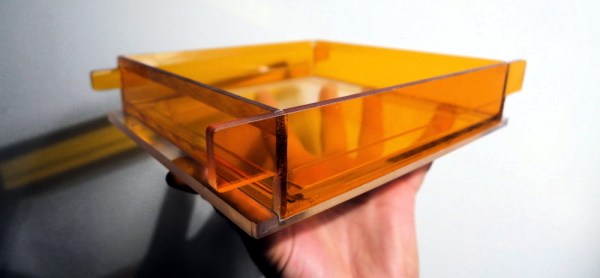
Whilst designing hardware, it’s easy to shut the doors, close the blinds, and bury ourselves deeply into an after-hours design session. Although it’s tempting to fly solo, it’s likely that we’ll encounter bugs that others have handled, or perhaps we’ll realize that we forgot to add a handy feature that someone else could’ve noticed before we sent the darned PCB files out for fab. All that said, if we probe the community around us and ask for feedback, we can produce a project that’s far more functional and feature-complete in less time than if we were to design solo. Who knows? With enough eyes giving feedback on your project, maybe others will get excited enough to want one for themselves! [Andrew Werby] and [Zak Timan] on the FormLabs forums did just that: through months of iterative design and discussion on the FormLabs forums, they’ve created the first 3rd party glass resin tank that’s altogether sturdier, longer-lasting, more scratch-resistant, and less distorting than the original resin tank. And guess what? After months of trials through a few brave customers, you too can be the proud owner such a tank as they’re now up for sale on [Zak’s] website. Continue reading “The Triumph Of Open Design And The Birth Of A FormLabs Aftermarket”→
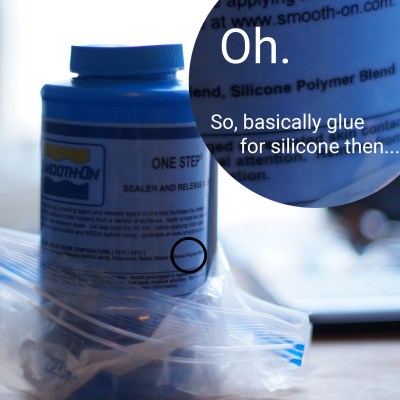
I’m writing a series of articles on resin casting as an extension to my experiences with the instructions found in the wonderful Guerrilla Guide. However, mistakes were made. Having run out of my usual mold release I went to a back-up jar that was lying around from a casting project long, long ago in a workshop far, far away.
Never much for readin’ the nutrition facts myself.
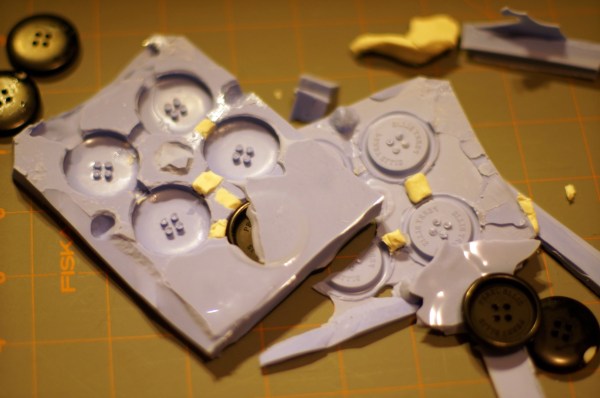
I’m refining a technique of making a mold the quick and dirty way. Everything was going well, the sprues looked good and the master released from the silicone. It was time to do the second half of the mold. As usual I applied a generous amount of mold release. Since it was the first time this mold was to be used I went ahead and did all the proper steps. Rubbing off the dried release and applying a few more coats just to be sure.
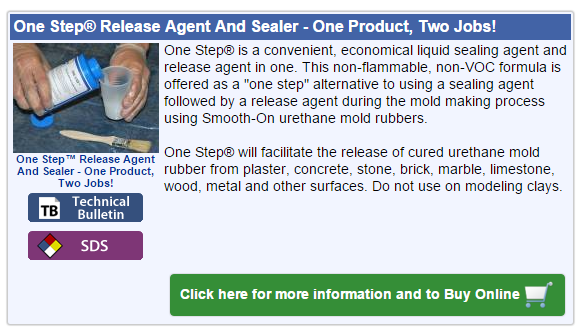
I was completely unaware that I was applying mold release designed for urethane molds only. In other words I thoroughly covered my silicone mold in silicone bonding agents. I remained unaware until trying to separate the halves of the mold and found them thoroughly joined. After going through the stages of grief I finally figured out where it all went wrong.
Oh well. I’m ordering some of my regular pick, Stoner A324, and that should do the trick. There’s also Mann- Ease Release 200. While having probably the best name a release agent can have, it doesn’t work as well and needs approximately 100 years to dry. After this setback I’d rather just, grudgingly, learn my lesson and order the correct thing.
Oh. Yes I see. Urethane… Urethane…
So now that we know the right way to fix this is to order the right product, is there a hack to get around it? Does anyone have a homebrew trick for release agent that can be used in a pinch? Leave your comments below.