If you want to start a heated discussion in 3D printing circles, ask people about the requirements to print safely. Is ABS safe to print without ventilation? Can you drink out of a PLA cup? How nasty is that photo resin if you spill it on yourself? If you are at home, it’s more or less up to you. But if you are building a shared hackerspace, a corporate workstation, or a classroom, these questions might come up, and now, the UL has your answer. The UL200B document is aimed at 3D printers in “institutions of higher education,” but we imagine what’s good for the university is good for us, too.
The 45-page document isn’t an easy read. It does cover both “material extrusion” and “vat photopolymerization” technology. In fact, they identify seven “most common” processes ranging from powder bed fusion, energy deposition, and more. The work results from a UL task force with participants from Harvard, Princeton, and Carnegie-Mellon. We were surprised there didn’t seem to be any industry representation, but maybe that was on purpose.
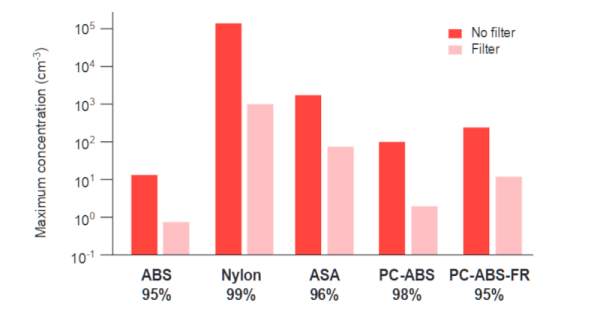
With extrusion printing — what we’d call FDM — the focus seems to be on ultra-fine particles and volatile organic compounds (VOCs). However, the level of VOCs rose up to six times with resin printers when compared to FDM. Filters helped with ABS, nylon, and ASA, and polycarbonate/ABS. The paper does acknowledge that PLA is probably safer, although it is quick to point out that PLA with additives may not be as safe as plain PLA. If you want a quick summary, check out Table 2, starting on page 23.
The rest of the document is about creating a safety plan for all the printers that might be on a college campus — that might not be as interesting. However, you’ll want to skip forward to the appendix section. It has some data about relevant industrial standards and other data.
This is a great step in analyzing the risks of 3D printing. Of course, laser printers and copiers also spew micro-particles, and we seem to have survived those for a number of decades. Still, more data is good — you should be informed to make decisions about your health and safety. We didn’t see much in the document that covered food safety, something we’ve talked about before. If you want to monitor your VOC exposure, we got you.