Sodium Chloride has a melting point of 801 C (1,474 F), putting it comfortably between commonly-cast materials like aluminum and bronze. Which led to [Robinson Foundry] asking the question: can you cast salt like a metal? The answer, surprisingly, was yes!
[Robinson] tries casting the salt with two different methods: like it was glass, and like it was metal. In the glass-like casting, he packs a ceramic mold with salt and tosses it into an electric kiln, there to melt and very slowly cool. In metal-like casting, he just tosses salt into a crucible and melts it in the same beer-can kiln we saw when we featured his lost-pla casting a while back. The molten salt is poured very carefully into sand casting molds. If you’re familiar with the technique, you can skip to about 5:20 when he does the reveal.
As it turns out, the sand casting works out much better. While the glass-style casting in the electric kiln grew much larger crystals and so is more translucent, it’s also stuck completely inside the porous ceramic. Perhaps the ceramic would need glazed to pull off that technique?
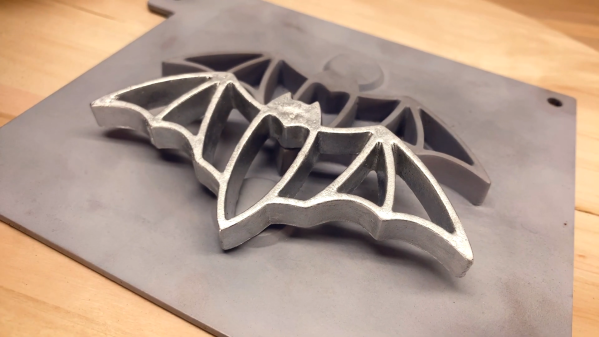
On the other hand, the sand reacts with the salt in some way– molten salt isn’t exactly a noble gas, after all–to create a lovely gunmetal finish to the parts. They almost look like metal, though the brittleness gives away the game when he opens the mold to show a dagger in several pieces. For the decorative busts and megalodon teeth in the test, though, it is a great success.
Now, we’re not going to say this video came about because of high metal prices, or comment on what sort of trade policies might be driving up the price of metals like aluminum in the USA, but we do think this a great hack. While salt-based castings are obviously going to have very different physical properties than metal, for decorative work, it creates a lovely finish out of a material that’s cheap as dirt. Hopefully he comes back to the glass-style casting; we would not want to trust that black coating around food, and a salt crystal salt shaker sounds too good to pass up.
The only times we’ve seen molten salt around here is in nuclear reactors, and in homemade batteries, though that first one obviously wasn’t table salt.
Continue reading “NaCl Casting Technique Really Earns Its Salt”