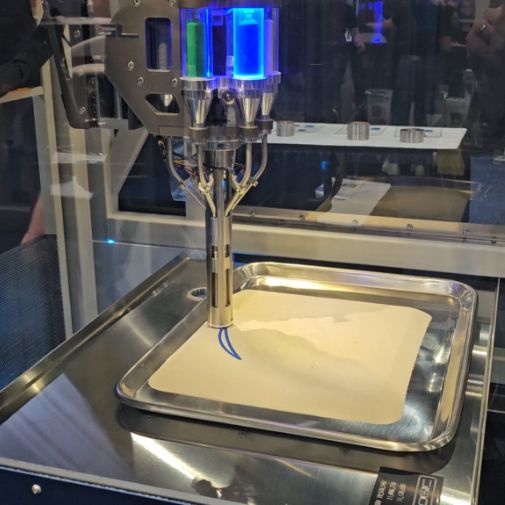
For all the remarkable improvements we’ve seen in desktop 3D printers, metal printers have tended to stay out of reach for hackers, mostly because they usually rely on precise and expensive laser systems. This makes it all the more refreshing to see [Dan Gelbart]’s demonstration of Rapidia’s cast-to-sinter method, which goes from SLA prints to ceramic or metal models.
The process began by printing the model in resin, scaled up by 19% to account for shrinkage. [Dan] then used the resin print to make a mold out of silicone rubber, after first painting the model to keep chemicals from the resin from inhibiting the silicone’s polymerization. Once the silicone had set, he cut the original model out of the mold and prepared the mold for pouring. He made a slurry out of metal powder and a water-based binder and poured this into the mold, then froze the mold and its contents at -40 ℃. The resulting mixture of metal powder and ice forms a composite much stronger than pure ice, from which [Dan] was able to forcefully peel back the silicone mold without damaging the part. Next, the still-frozen part was freeze-dried for twenty hours, then finally treated in a vacuum sintering oven for twelve hours to make the final part. The video below the break shows the process. Continue reading “Freeze-drying For Improved Metal Printing”