One of the best things about hanging around with other hackers is you hear about the little tricks they use for things like 3D printing. But with the Internet, you can overhear tips from people you’ll probably never meet, like [3D Printer Academy]. His recent video has a little bit of a click-bait title (“10 Secret 3D Printing Tricks…“) but when we watched it, we did see several cool ideas. Of course, you probably know at least some of the ten tips, but it is still interesting to see what he’s been up to, which you can do in the video below.
At one point he mentions 11 tips, but the title has 10 and we had to stretch to get to that number since some of them have some overlap. For example, several involve making printed threads. However, he also shows some C-clips, a trick to add walls for strength, and printing spur gears. Of course, some of these, like the gears, require specific tools, but many of them are agnostic.
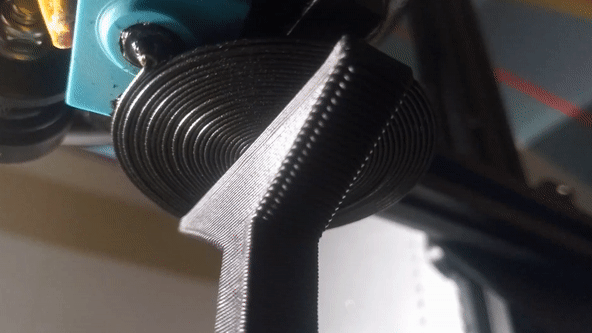
Some of the tips are about selecting a particular infill pattern, which you’d think would be pretty obvious, but then again, your idea of what’s novel and what’s old hat might be different than ours. The explanation of how a print-in-place hinge works is pretty clear (even if it isn’t really a live hinge) and also applies to making chains to transfer power. We also thought the threaded containers were clever.
So if you can overlook the title and you don’t mind seeing a few tips you probably already know, you can probably take something away from the video. What’s your favorite “expert” trick? Let us know in the comments.
A lot of what we print tends to be enclosures and there are some good tips for those floating around. Of course, the value of tips vary based on your experience level. But if you are just starting out, you should check out [Bald Engineer]’s video of things he wished someone had told him when he started 3D printing.