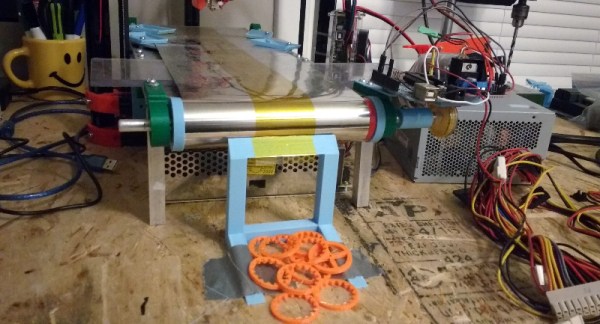
[Hope This Works] wants to someday build a tiny factory line in the garage, with the intent of producing some simple widget down the line. But what is a tiny factory without tiny conveyor belts? Not a very productive one, that’s for sure.
As you may have noticed, this is designed after the transporter belts from the game Factorio. [Hope This Works] ultimately wants something functional that’s small enough to fit in one hand and has that transporter belt aesthetic going. He also saw this as a way to level up his CAD skills from approximately 1, and as you’ll see in the comprehensive video after the break, that definitely happened.
And so [Hope This Works] started by designing the all-important sprockets. He found a little eight-toothed number on McMaster-Carr and used the drawing for reference. From there, he designed the rest of the parts around the sprockets, adding a base so that it can sit on the desk or be held in the hand.
For now, this proof-of-concept is hand-cranked. We especially love that [Hope This Works] included a square hole for the crank handle to stand in when not in use. Be sure to check out the design/build video after the break to see it in action.
Your [Bornhack] plans include leaving lemons in patterns as an info display. Your squirrel feeder needs to only dispense nuts when the squirrels deserve it. As promised last week, an intro to gating, feeding, and moving bulk material.
Gates
Bulk material flow needs control. Starting is easy, it’s stopping that’s hard.
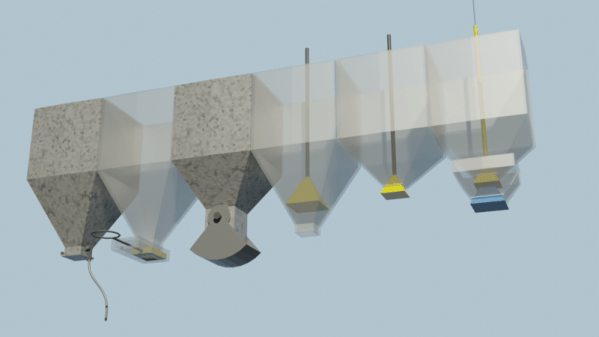
Dump Gate, Slide Gate, Clamshell Gate
If your need is just to dump out the entire contents of the bin, a dump gate works – a trapdoor with a latch. If you need to stop before emptying the bin, you can use a slide valve – a flat piece of material in a box that slides in and out. Friction from material bearing down on them causes large open/close forces. Material can jam between the flap and the housing when closing.
A variation is the clam shell gate — a section of a cylinder on arms that swings aside, like a crane’s grab. They tend to leak, but with the material’s weight against the hinge pin, they are easier to close with a high force against them.
The upward bell gate, helps with in-bin flow pattern and seals well. Open by pulling from above or pushing from below, through the outlet. The material moving around the gate acts to improve the flow, and because the material at the lip is on an inclined surface, they tend to seal better. If it still has a leakage problem, a flexible lip can cure it.
A cone, suspended on a cable below the outlet of the hopper is a downward bell. Lowering the cable lets material flow between the outlet rim and the bell. When the cable is raised, if a lump sticks at one place the bell moves aside. The sealing surfaces are angles, so material rolls off. The bin is shallower and there’s no outlet pipe. This design ensures clearance so large particles don’t wedge against the wall as the bell closes.
Upward Bell, Downward Bell, Double Bell
Any of these gates would close just fine if not for the material in the bin. Double gates exploit this. The main bin has a normal gate and outlet. The outlet is below the lip of the much smaller, lower control bin. If the control bin fills, the main bin stops. The control bin has a gate larger than the main bin. Closing the main gate as far as it will go reduces flow through the control gate to a trickle. The control gate can now be fully closed, which fills the control bin and blocks the main outlet.
You might not want to share environments between bins. Maybe one has pressure, nasty chemicals, or hot gases. In that case, a rotary airlock gate is a paddle wheel apparatus in a close fitting housing. Material is metered out as it turns. A double gate also works (blast furnaces use double bells). If you need to meter a set amount, a sliding cavity like a grocery store bulk bin works. So does a rotary airlock.
Locomotive sander systems spread sand on the rails to increase traction. The sand is gated with a “sand trap”. A pipe supplies sand to a ‘valve’ with a sharp upward U bend. Of course this blocks. A compressed air line from a valve in the cab feeds into the upward end of the U bend. As long as air flows, the blockage is constantly cleared and sand flows. It’s collected and sent to the wheels.
Feeders
If you need a constant flow, independent of how much is in the bin, you need a feeder.
The rotary air lock can be a simple feeder. A conveyor feeder is a belt at the bottom of the bin. One side has a slight gap between bin and belt. Material covers the belt as high as the gap. A screw feeder is a helical screw at the bottom of the hopper, taking material off to the side. The screw needs a varying pitch, starting out slow and increasing, to let it fill gradually from all along the hopper. A vibratory feeder is a chute designed to arch, with a vibrator to make it flow anyway.
Any of these can have a poor pattern of feeding, taking from one place along it’s inlet. Fins and inserts in the bin can help – a doctor blade to regulate how deep the first couple inches of belt feed, or an anti-rathole type insert to keep mass flow going.
Conveyors
Unlike a feeder, a conveyor depends on whatever is feeding it to control the feed rate. Feeders are for controlling feed rate. Conveyors for moving stuff. A feeder will change it’s output when it’s speed changes. A conveyor may change how much is in each section (the ‘loading’) but the output is speed independent.
Screw conveyors should have a fixed pitch, and can be angled up to 45 degrees. Belts can be inclined up to the angle of repose of the material. These are best made with a slight ‘V’ in the belt so the material doesn’t roll off. Boards on the side also work, but introduce friction into the system as the material slides against them.
Don’t overlook skips — a bucket pulled up an incline. The front wheels run on tracks slightly narrower than the back wheels. Dip the inside tracks down at the end to dump.
Moving floors made of long strips will move a pile of material if actuated in the proper sequence. Picture the order as ‘123123123123’: shove 1 backwards suddenly, and the material above it will stay with the mass, do 2 and 3, then slowly move all forward. They also move solid objects, so many trucks have such floors.
Finally, you can always fluidize the material and blow it about with air or water, then remove the fluid at the other end. Think old time logging, with logs floated down the river.
Have fun hacking. We hope we’ve given you some options for dealing with walnuts.
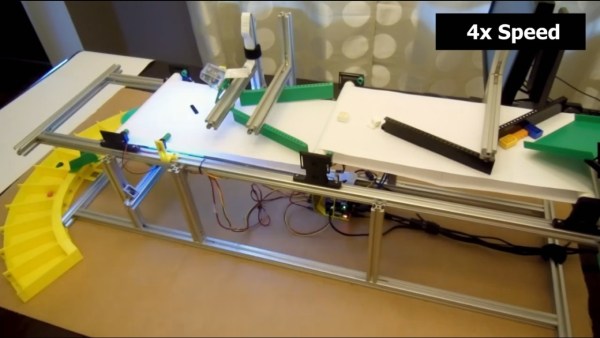
Did you know that chocolate candy production and sorting LEGO bricks have something in common? They both use the same techniques for turning clumps of chocolates or bricks into individual ones moving down a conveyor belt. At least that’s what [Paco Garcia] found out when making his LEGO Sorter.
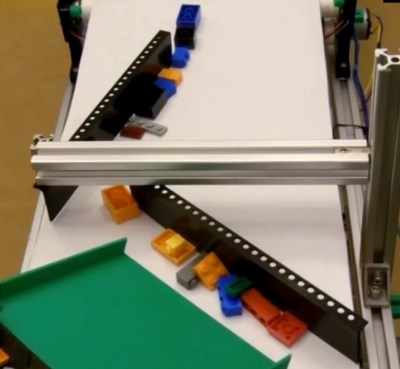
However, he didn’t find that out right away. He first experimented with his own techniques, learning that if he fed bricks to his conveyor belt by dropping a batch of them in a line perpendicular to the direction of belt travel then no subsequent separation attempt of his worked. He then turned to [akiyuky’s] LEGO sorter for inspiration and dropped them onto the belt at an angle, ensuring that some bricks would be in front of others. A further trick he found is very well demonstrated in the chocolate sorting video below and shown in the image here. That is to use guides on the belt which serve to create speed differentials. Bricks move slower than the conveyor belt while pressed against a guide but when a brick leaves the guide, it accelerates to the speed of the conveyor belt, pulling away from the bricks still at the guide and thus separating them.
A further discovery had nothing to do with chocolate production, unless maybe for quality control. Once an individual brick had been separated out, it had to be classified. To do that he used Google’s Inception v3 neural network. But first, he had to retrain it for recognizing different types of LEGO bricks, something we’ve seen done before for use with recognizing playing cards. And to do the retraining, he needed many images of different bricks all separated into their different types. That’s where he came up with a clever trick. He used his own sorter for that. For example, to get a bunch of images of 1×1 bricks of different colors and orientations, he simply ran them through the sorter, saving the images to files and assigning them to the 1×1 brick class. He then used his desktop machine with a GeForce GT 730 GPU for the retraining, taking around 2.7 seconds per brick. For sorting though, he runs the trained neural network on a Raspberry Pi, taking 3.8 seconds for each brick. The resulting sorter works quite well, sorting with 89% accuracy. Watch it in action in the video below. Continue reading “Sorting LEGO Is Like Making A Box Of Chocolates”→
Many different projects started with the same thought: “That’s really expensive… I wonder if I could build my own for less.” Success is rewarded with satisfaction on top of the money saved, but true hacker heroes share their work so that others can build their own as well. We are happy to recognize such generosity with the Hackaday Prize [Robinhood] achievement.
Achievements are a new addition to our Hackaday Prize, running in parallel with our existing judging and rewards process. Achievements are a way for us to shower recognition and fame upon creators who demonstrate what we appreciate from our community.
Fortunately there is no requirement to steal from the rich to unlock our [Robinhood] achievement, it’s enough to give away fruits of price-reduction labor. And unlocking an achievement does not affect a project’s standings in the challenges, so some of these creators will still collect coveted awards. The list of projects that have unlocked the [Robinhood] achievement will continue to grow as the Hackaday Prize progresses, check back regularly to see the latest additions!
In the meantime, let’s look at a few notable examples that have already made the list:
3D printers can be used in a manufacturing context. This might be surprising for anyone who has waited hours for their low-poly Pokemon print, but for low-volume plastic parts, you can actually run a manufacturing line off a few 3D printers. The problem with 3D printers is peeling the print off when it’s finished. If only there were a conveyor belt solution for a bed that wasn’t forgotten by MakerBot.
[Swaleh] may have a solution to the problem of un-automated 3D printers. He’s designing the WorkHorse 3D, a printer that uses a conveyor belt as a bed. When the print is finished, the conveyor belt rolls forward, depositing a printed part in a bin. It’s the solution to truly automated printing.
The use of conveyor belts to automate a batch of 3D prints isn’t a new idea. Way back in the Before Time, MakerBot released the Automated Build Platform, and used it in production to print off parts for Thing-O-Matics. This bit of Open Hardware was left by the wayside for some reason, and last year saw the invention of a new type of conveyor belt-based printer, The Infinite Build Volume Printer (for lack of a better name) from [Bill Steele]. This printer angles the print bed at 45 degrees, theoretically allowing for prints that are infinitely long. This idea was turned into the Printrbot Printrbelt, and the Blackbelt 3D printer was made public around the same time.
[Swaleh]’s printer is not of the infinite build volume variety. Instead of concentrating on creating long beams, most of the engineering work has gone into making a printer that’s designed to just push prints out. The conveyor belt bed is flat — and may unfortunately infringe on the MakerBot patents — but if you want a printer that’s designed to dump parts out like a very slow injection molding machine, this is the design you want.
The print queue application for this project is just a simple desktop app that serves as a buffer for G-code files. The app sends one G-code file off to the printer, rolls the bed forward, and queues up the next part. It’s simple, yes, but there aren’t too many things that do this now because there aren’t too many printers built to be factories. It’s impressive, and you can check out a few videos of this printer in action below.
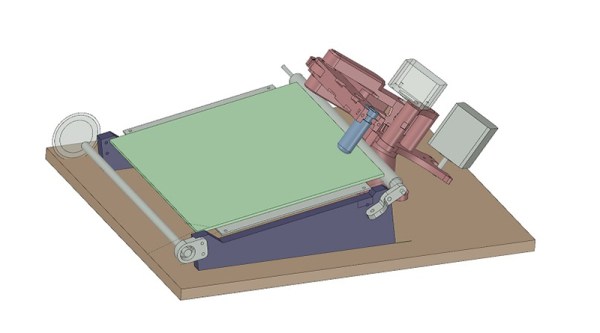
One of the most interesting developments in 3D printing in recent memory is the infinite build volume printer. Instead of a static bed, this type of printer uses a conveyor belt and a hotend set at an angle to produce parts that can be infinitely long in one axis, provided you have the plastic and electricity. For this year’s Hackaday Prize, [inven2main] is exploring the infinite build volume design, but putting a new spin on it. This is a printer with a conveyor belt and a SCARA arm. The goal of this project is to build a printer with a small footprint, huge build volume, no expensive rails or frames, and a low part count. It is the most capable 3D printer you can imagine using a minimal amount of parts.
Most of the documentation for this build is hanging around on the RepRap forums, but the bulk of the work is already done. The first half of this build — the SCARA arm — is well-traveled territory for the RepRap community, and where there’s some fancy math and kinematics going on, there’s nothing too far out of the ordinary. The real trick here is combining a SCARA arm with a conveyor belt to give the project an infinite build volume. The proof of concept works, using a conveyor belt manufactured out of blue painter’s tape. These conveyor belt printers are new, and the bed technology isn’t quite there, but improvements are sure to come. Improvements will also be found in putting a small crown on the rollers to keep the belt centered.
All the files for this printer are available on the Gits, and there are already a few videos of this printer working. You can check those out here.
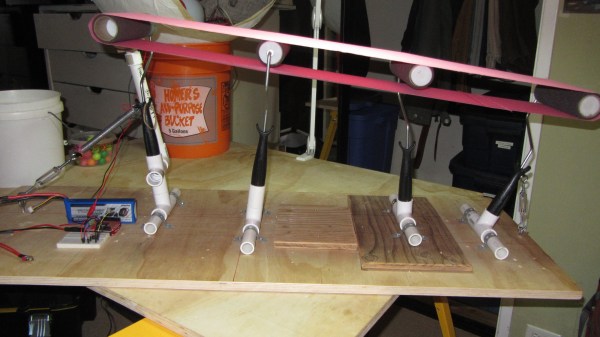
[gwfong] was in a bind. He had to make a unique Halloween prop that dispensed candy to young trick-or-treaters at a Haunted House. He decided on a conveyor belt system and besides being functional, it also had to be inexpensive to make. After poking around the hardware store [gwfong] had an idea: make it out of items he can re-use after Halloween!
As you can see, the main roller system is made of paint rollers. These are cheap and certainly re-useable after the conveyor is disassembled. Luckily for the project, the handle of the paint roller just happens to fit very snugly into a 3/4″ PVC pipe fitting. Four T-fittings and some short lengths of PVC pipe were purchased and are used to mount the paint rollers to a wooden base. A piece of canvas cut to length and sewed into a continuous loop makes up the conveyor belt. A loose belt certainly won’t deliver any candy so two turnbuckles, one at each end, keep the belt tight on the rollers.
There is a DC motor that spins a pulley which is coupled, via a standard rubber band, to one of the end paint rollers. A full-speed conveyor haphazardly flinging candy around wouldn’t work out to well so an Arduino and motor shield are used to control the conveyor’s speed and duration. A 7.4 5000mAh Li-Po battery provides the necessary electricity for a nights-worth of un-tethered candy dispensing.

 However, he didn’t find that out right away. He first experimented with his own techniques, learning that if he fed bricks to his conveyor belt by dropping a batch of them in a line perpendicular to the direction of belt travel then no subsequent separation attempt of his worked. He then turned to
However, he didn’t find that out right away. He first experimented with his own techniques, learning that if he fed bricks to his conveyor belt by dropping a batch of them in a line perpendicular to the direction of belt travel then no subsequent separation attempt of his worked. He then turned to