[Lost in Tech] set out to examine a variety of 3D printing nozzles. Before he got there, though, he found some issues. In particular, he found that his current crop of printers don’t take the standard E3D or MK8 nozzles. So, instead, he decided to examine various nozzles under the microscope.
Unsurprisingly, each nozzle had a tiny hole at the end, although the roundness of the hole varied a bit from nozzle to nozzle. As you might expect, more expensive nozzles had better orifices than the cheap ones. Grabbing pictures of nozzles at magnification isn’t easy, so he set up a special image stacking setup to get some beautiful images (and he has another video on how that works).
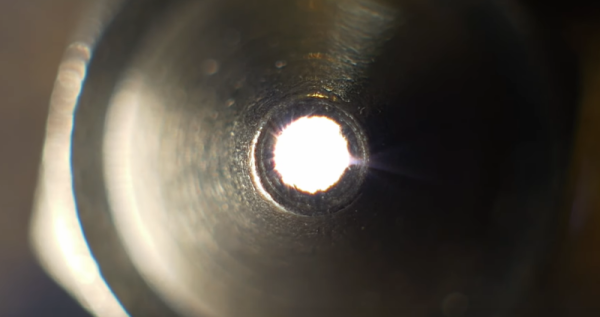
But the real star of the video is when he virtually travels into the orifice to show the innermost details of the nozzle from the inside out. This let him visualize the smoothness and finish. The Creality nozzles looked very good and weren’t terribly expensive. Many of the expensive nozzles were quite good. However, as you would expect, the quality of cheap nozzles were all over the place.
By the end, [Lost in Tech] speculates if the non-standard nozzles are a way to prevent you from buying low-cost nozzles and eating into sales or if they are a way to prevent you from buying low-cost nozzles that may give you poor print quality. What do you think?
There’s more than one way to look inside a nozzle. We just buy our nozzles, but some people make their own.