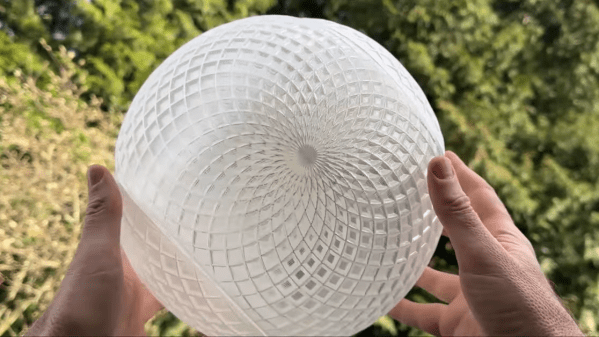
[DaveMakesStuff] demonstrates a great technique for 3D printing a sphere; a troublesome shape for filament-based printers to handle. As a bonus, it uses a minimum of filament. His ideas can be applied to your own designs, but his Giant Spiralized Sphere would also just happen to make a fine ornament this holiday season.

The trick is mainly to print the sphere in two parts, but rather than just split the sphere right down the middle, [Dave] makes two hollow C-shaped sections, like a tennis ball. This structure allows the halves to be printed in vase mode, which minimizes filament use while also printing support-free.
Vase (or spiral) mode prints an object using a single, unbroken line of extruded filament. The resulting object has only one wall and zero infill, but it’s still plenty strong for an ornament. Despite its size, [Dave]’s giant ball uses only 220 grams of filament.
A video (also embedded below) shows the design in better detail. If you’d like to experiment, we’ve previously covered how PETG’s transparency is best preserved when 3D printing by using vase mode, slightly overextruding, and printing at a higher temperature to ensure solid bonding between each layer. Continue reading “3D Printing A Nifty Sphere Without Supports”