The weather is warming up, and for many of us that means more time spent working out in the yard. You probably won’t find any new life or new civilizations out there, but if you’ve spent the last few months indoors on your computer, the garden may as well be a strange new world. In that case, you’d do well to equip the members of your landing party with this Star Trek: The Original Series hose sprayer designed by [Curt Turner].
 If you’re wondering how [Curt] managed to 3D print a functional hose sprayer, the short answer is that he didn’t. Once assembled, the printed parts cleverly attach to the top of a standard sprayer, specifically the model 56516 “Pro Flo” from Orbit. Without the design constraints that would have come from trying to make the thing actually contain pressurized water, [Curt] was free to focus on the aesthetics, and it shows.
If you’re wondering how [Curt] managed to 3D print a functional hose sprayer, the short answer is that he didn’t. Once assembled, the printed parts cleverly attach to the top of a standard sprayer, specifically the model 56516 “Pro Flo” from Orbit. Without the design constraints that would have come from trying to make the thing actually contain pressurized water, [Curt] was free to focus on the aesthetics, and it shows.
Even with a garden variety — no pun intended — sprayer strapped to the bottom, it’s remarkable how much the “Sprayser” looks like the real thing. Well, not real, but you know what we mean.
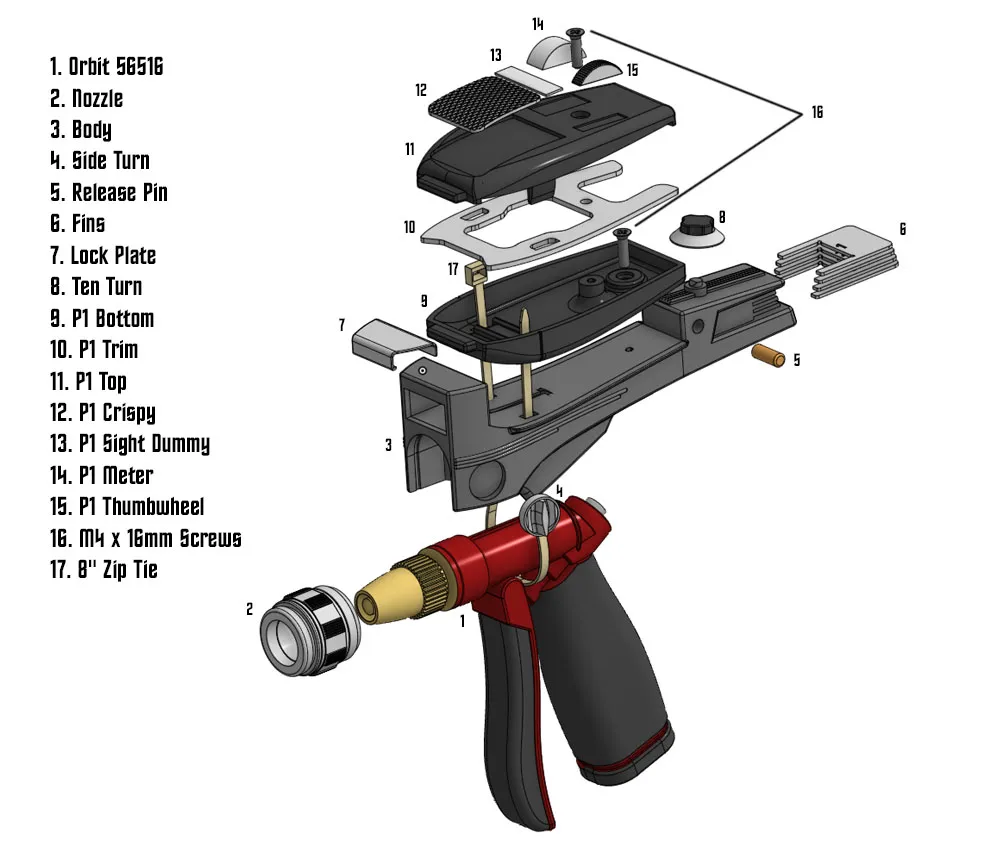
[Curt] has also done an excellent job documenting this project for others that want to imagine they’re fighting off Romulans in their backyard. He’s got assembly diagrams that break down which color each of the principle components is to be printed in, as well as a build video that we’ve embedded below.
We’ve seen a fair number of Star Trek props built over the years, some of which have packed in considerably more functionality than anything they would have had back on the set. These days you can even by an officially licensed tricorder that can actually do some of the things the fictional versions were capable of.
Continue reading “3D Printed Hose Sprayer Sets Phasers To Suds”