 Replacing a 3D printer’s extruder with a cutting blade seems like an easy way to do things like vinyl cutting, but you cannot just put on any blade and expect good results. The right type of blade is called a drag knife and it’s designed so that it follows the direction in which you’re cutting. You can get these in dedicated vinyl cutting machines, as well as in the form of attachments for the likes of CNC machines. How to use them with an old Anycubic Mega S FDM printer is demonstrated by [Cocoanix 3D Printing] in a recent video.
Replacing a 3D printer’s extruder with a cutting blade seems like an easy way to do things like vinyl cutting, but you cannot just put on any blade and expect good results. The right type of blade is called a drag knife and it’s designed so that it follows the direction in which you’re cutting. You can get these in dedicated vinyl cutting machines, as well as in the form of attachments for the likes of CNC machines. How to use them with an old Anycubic Mega S FDM printer is demonstrated by [Cocoanix 3D Printing] in a recent video.
For a bit more background information you can peruse for example this write-up by [Kronos Robotics], who goes through the steps of selecting the right blade, cutting mat and such for use with a CNC machine.
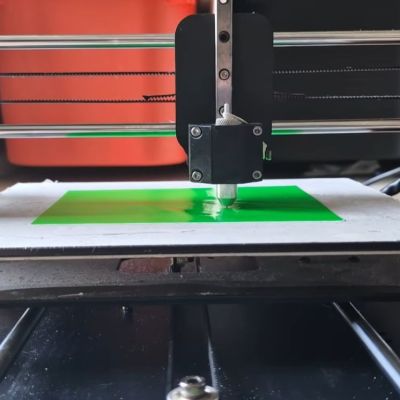
For the 3D printer in the video a Roland vinyl cutter style holder and blades were bought off AliExpress, for which then a custom 3D printed mount was designed, though you can often get a ready-made one off your usual 3D model sources. Following this you get into the hardest part, being the software and making sure you don’t cut too deep into the vinyl through its backing paper.
Fortunately most of the hard work here is done already by the Polycut project, which is precisely designed to help you turn a 3D printer or similar into a vinyl cutter or plotter. This takes in an SVG file and generates the appropriate g-code, after which you better have gotten your Z-offset calibration right if you want that perfect result. With all that in place it’s then actually quite easy to cut your very own vinyl without shelling out big bucks for a dedicated machine.
Of course, it’ll likely never be as fast as those machines, requires more calibration and have a more limited cutting space, but as it’s not a permanent modification and probably less crazy than putting a laser engraver module on a commercial FDM printer like the Bambu Lab H2D.
Continue reading “Turning An Old 3D Printer Into A Vinyl Cutter For Cheap”