When you first unwrap a shiny new roll of filament for your FDM printer, it typically has a bag of silica gel inside. While great for keeping costs low on the manufacturing side, is silica gel the best solution to keep your filament dry at home?
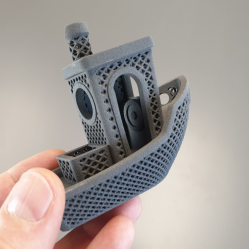
Frustrated with the consumable nature and fussy handling of silica gel beads, [Build It Make It] sought a more permanent way to keep his filament dry. Already familiar with activated alumina beads, he crafted a desiccant cylinder that can be popped into the oven all at once instead of all that tedious mucking about with emptying and refilling plastic capsules.
A length of aluminum intake pipe, some high temperature epoxy, and aluminum mesh are all combined to make a simple, sealed cylinder. During the process, he found that using a syringe filled with the epoxy led to a much more precise application to the aluminum cylinder, so he recommends starting out that way if you make these for yourself.
We suspect something with a less permanent attachment at one end would let you periodically swap out the beads if you wanted to try this hack with the silica beads you already had. Perhaps some kind of threaded pipe fitting? If you want a more active dryer, try making one with a Peltier. If you want to know just how dry your filament is getting, you could also put in a sensor. You might also wonder, do you really need to dry filament at all?
Continue reading “Activated Alumina For Desiccating Your Filament”