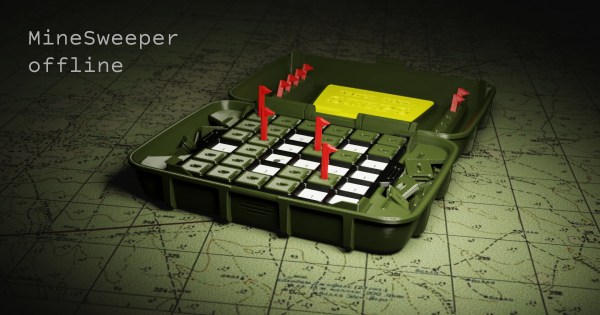
Hackers of a certain age will remember that before the Internet was available to distract us from our work, we had to find our own fun. Luckily, Windows was there to come to our aid, in the shape of “Minesweeper” – a classic of the age that involved figuring out/occasionally just guessing where a selection of mines had been hidden on a grid of squares via numerical clues to their proximity. For those missing such simple times, [Martin] has brought the game into physical space with his 3D-printed travel-game version.
A number of pre-determined game fields can be inserted (by a friend… or enemy, we presume!) and covered by tiles, which the mine-clearing player can then remove with their plastic shovel to reveal the clues. The aim of the game is to avoid uncovering a bomb, and to place flags where the bombs are hiding.
Aficionados of the game may remember that a little guessing was often inevitable, which sometimes ended in disaster. On the computer version, this merely entailed clicking the Smiley Face button for a new game, but in this case would require a new sheet to be inserted. Blank sheet templates are included for producing your own fiendish bomb-sites, and all the pieces pack away neatly into a handy clam-shell design that would be ideal for long car journeys when the data package on the kids’ tablets has run out.
We wonder what other classic games may lend themselves to a travel remake and look forward to the first 3D-printed travel set of Doom with anticipation!
If you’re above solving your own Minesweeper games, then you can learn how to write a solver in Java here. Continue reading “Meat-Space Minesweeper Game Hits The Mark”