If you’re like the average clock user, you’ve probably gotten annoyed at reading analog clocks before. Typically, the solution is just to use a digital timepiece, but [sjm4306] has opted to make a small word clock that you can carry with you wherever you go to remind you of the time in the English language.
Unlike a similar project made by [Gordan Williams], which uses an 8 x 8 LED matrix with an inkjet printed overlay, this small word clock uses a 3D-printed light box to achieve its letter matrix. In fact, they were inspired by all of the existing DIY word clock designs using anything from off-the-shelf LED arrays, transparency masks and WS2812s.
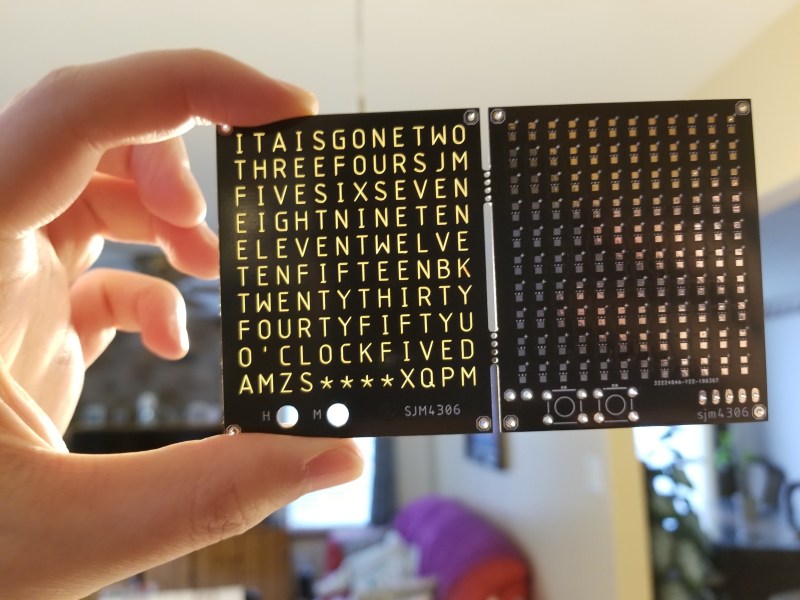
The design uses a home-brewed PCB design that runs off 5 V via USB. The design places the letters on the top stop and restricts layers to keep the solder mask and copper from obstructing the light. The bottom side uses the same design principle with a square shape that overlaps the letter. In order to block light between adjacent letters, the 3D-printed light box comes into play.
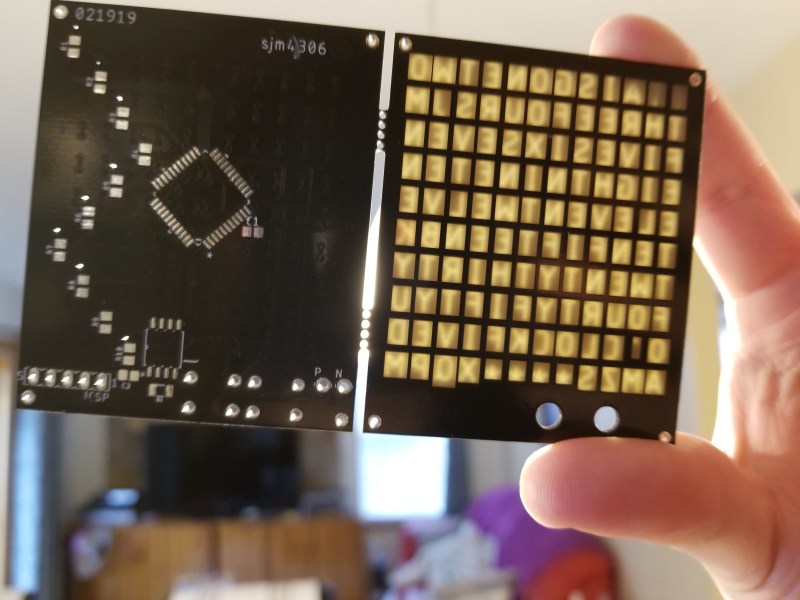
One design challenge for the letter matrix was fitting all possible minutes into the array. Rather than making a larger array of letters, [sjm4306] had the clock describe the time down to five-minute intervals then add asterisks for the full time. It’s a pretty understandable solution for keeping the design simple, and the letters all fit onto the design so well!
Using a pin map assigned to the I/O for the rows and columns of the array, the software toggles the states of the pins as a switch statement. For scanning the matrix, the software uses an interrupt that draws the current column of LEDs and updates the display image before incrementing to the next column. By skipping or not skipping cycles, this allows the display to look brighter or dimmer.
The time tracking is fairly simple, using a DS1302 serial real time clock chip – it even charges a super capacitor to keep time after power is removed!
To tackle the light scattered internally in the PCB’s FR4 material, a separator is used to contain the light. As a low-cost solution, while there is still some amount of light diffused, it’s definitely better than without the separator.
Almost all of the files used for building the small word clock are available on [sjm4306]’s project page, including the software and design files. It hopefully won’t be too long before we start seeing more of these low-cost word clock designs!
Continue reading “Can You Read Me The Time?” →