Crashing one’s bike is a childhood rite of passage, one that can teach valuable lessons in applied physics. Assuming the kid is properly protected and the crash is fairly tame, scrapes and bruises are exchanged for the wisdom to avoid sand and gravel patches, and how to avoid a ballistic dismount by not applying the front brakes harder than or before the rear brakes.
But for many of us, those lessons were learned long ago using a body far more flexible than the version we’re currently in, and the stakes are higher for a bike ride that includes braking mistakes. To help with that, [Tom Stanton] has been working on anti-lock brakes for bicycles, and in the process he’s learned a lot about the physics and engineering of controlled deceleration.
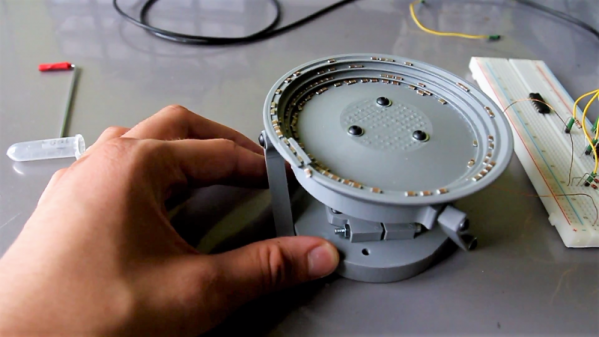
It seems a simple concept – use a sensor to detect when a wheel is slipping due to decreased friction between the tire and the roadway, and release braking force repeatedly through an actuator to allow the driver or rider to maintain control while stopping. But that abstracts away a ton of detail, which [Tom] quickly got bogged down in. With a photosensor on the front wheel and a stepper motor to override brake lever inputs, he was able to modulate the braking force, but not with the responsiveness needed to maintain control. Several iterations later, [Tom] hit on the right combination of sensors, actuators, and algorithms to make a decent bike ABS system. The video below has all the details of the build and testing.
[Tom] admits bike ABS isn’t much of an innovation. We even covered an Arduino-instrumented bike that was to be an ABS testbed a few years back. But it’s still cool to see how much goes into anti-lock systems.
Continue reading “Anti-Lock Brakes For Bike Might Make Rides A Little Safer”