Capacitive touch buttons are a great way to turn just about any (non-conductive) surface into a button, but people generally dislike the lack of tactile feedback. [KontinuumLab] apparently agreed and decided to experiment a bit with ways to make such buttons more springy. You can check out the results of those experiments in the video below. There are a few ways to add some spring to buttons and switches like these, including compliant mechanisms in the (3D-printed) plastic structure, but this isn’t always an option in a project. A separate plastic spring can be added, but they aren’t very durable. A metal spring works great but can be a bit of a hassle to integrate and they aren’t as cheap as the other options. So what about everyone’s favorite keyboard switch, the rubber dome type?
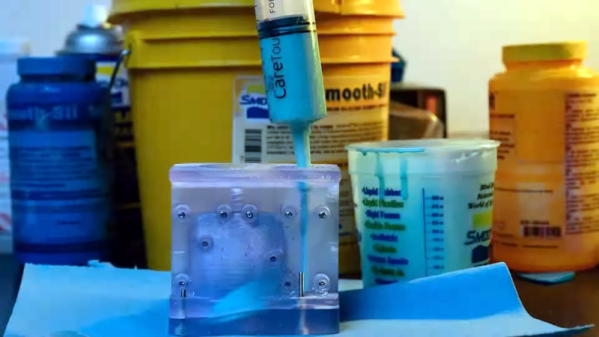
Silicone tubing is plentiful and (generally) cheap. It can be selected for just the right springiness and dimensions, and in the automated test that [KontinuumLab] ran, it is also very durable in this application. When your goal is to have a switch that activates at the end of the travel, this may work a treat, with the size of the silicone tube determining the travel before the finger gets close enough to trigger the switch. As rubber dome keyboards demonstrate, this is a highly reliable technology, though this version ditches the typical membrane for the capacitive touch sensor.
Sometimes, a metal spring is the right option, of course, such as when you want to make a surface a touch sensor and the PCB is at the other side of the enclosure. The fun part is that we have all of these options to make our projects work, with many being very affordable to hobbyists. Not all touch sensors require a finger, either.
Thanks to [BrightBlueJim] for the tip.
Continue reading “Silicone Tubing As Springs For Capacitive Touch Buttons”