When the RepRap project was founded in 2005, it promised something spectacular: a machine that could build copies of itself. RepRaps were supposed to be somewhere between a grey goo and a device that could lift billions of people out of poverty by giving them self-sufficiency and the tools to make their lives better.
While the RepRap project was hugely successful in creating an open source ecosystem around 3D printers, a decade of development hasn’t produced a machine that can truly build itself. Either way, it’s usually easier and cheaper to buy a 3D printer than to build your own.
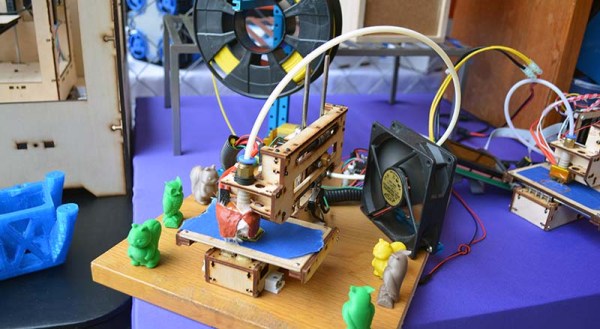
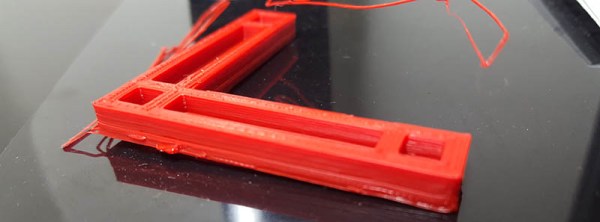
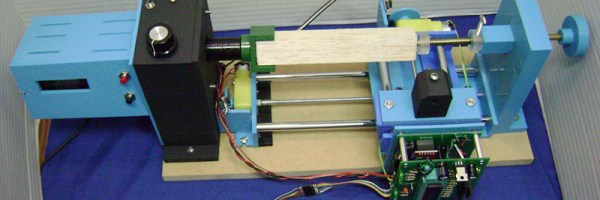
[castvee8]’s entry into the 2016 Hackaday Prize does just what the RepRap project promised ten years ago. It’s all about building machines with the ability to reproduce, creating an ecosystem of machines to build household goods. The best part? You can 3D print most of the machines. It’s the RepRap project, but for mills, lathes, microscopes, and routers. It’s an entire shop produced entirely in a 3D printer.
The idea of creating a machine shop from the most basic building materials has been around for a while. At the turn of the last century, concrete lathes and mills bootstrapped industrial economies. Decades later, [David J. Gingery] created a series of books on building a machine shop starting with a charcoal foundry. The idea of building a shop using scrap and the most minimal tools is very old, but this idea hasn’t been updated to the era where anyone can buy a 3D printer for a few hundred dollars.
So far, [castvee8] has a few homemade machine tools on the workbench, including a lathe, a tiny mill easily capable of fabricating a few circuit boards, and a little drill press. They’re all machines that can be used to make other useful items, and all allow anyone to create the devices they need.