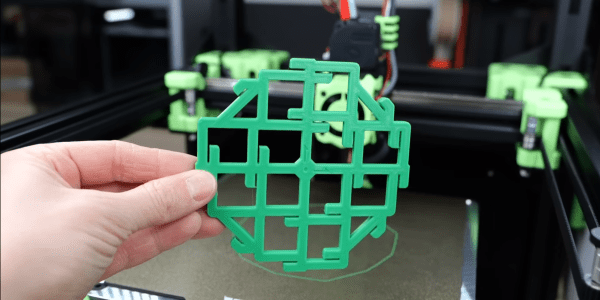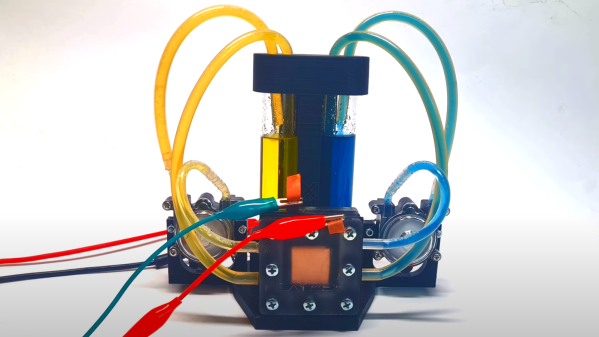
Vanadium flow batteries are an interesting project, with the materials easily obtainable by the DIY hacker. To that effect [Cayrex2] over on YouTube presents their take on a small, self-contained flow battery created with off the shelf parts and a few 3D prints. The video (embedded below) is part 5 of the series, detailing the final construction, charging and discharging processes. The first four parts of the series are part 1, part 2, part 3, and part 4.
The concept of a flow battery is this: rather than storing energy as a chemical change on the electrodes of a cell or in some localised chemical change in an electrolyte layer, flow batteries store energy due to the chemical change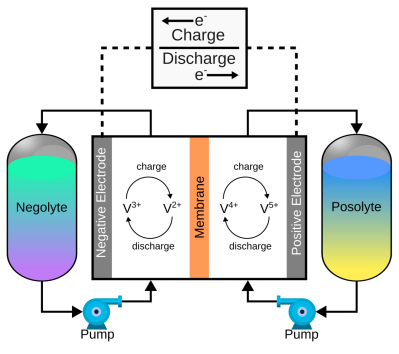 of a pair of electrolytes. These are held externally to the cell and connected with a pair of pumps. The capacity of a flow battery depends not upon the electrodes but instead the volume and concentration of the electrolyte, which means, for stationary installations, to increase storage, you need a bigger pair of tanks. There are even 4 MWh containerised flow batteries installed in various locations where the storage of renewable-derived energy needs a buffer to smooth out the power flow. The neat thing about vanadium flow batteries is centred around the versatility of vanadium itself. It can exist in four stable oxidation states so that a flow battery can utilise it for both sides of the reaction cell.
of a pair of electrolytes. These are held externally to the cell and connected with a pair of pumps. The capacity of a flow battery depends not upon the electrodes but instead the volume and concentration of the electrolyte, which means, for stationary installations, to increase storage, you need a bigger pair of tanks. There are even 4 MWh containerised flow batteries installed in various locations where the storage of renewable-derived energy needs a buffer to smooth out the power flow. The neat thing about vanadium flow batteries is centred around the versatility of vanadium itself. It can exist in four stable oxidation states so that a flow battery can utilise it for both sides of the reaction cell.
Continue reading “A Vanadium Redox Flow Battery You Can Build”